
Question 45: What are the procedures/rules governing the transportation and disposal of catalyst contaminated with arsenic, mercury, barium, or other heavy metals? Are there maximum limits for any of these?
SHARPE (Flint Hills Resources, LP)
The spent catalyst needs to be shipped offsite and sent for metals reclamation or disposal. If it is going for disposal, it will have to be characterized to determine if 1) it is a hazardous waste, which it is most of the time, and 2) it meets the applicable Land Disposal Restrictions (LDRs). It would have to be treated, as part of disposal, to meet the LDRs.
Regarding transportation, if the catalyst needs to be shipped offsite for reclamation, it will have to be determined if it is hazardous material or contains hazardous substance. So by default, spent catalysts generally fit into that category. Take a look at the Hazardous Materials’ Table listed on the slide.
Overall, there are no maximum limits for disposal or transportation, but the catalyst does have to be transported and disposed of properly. It ends up being classified as a hazardous waste and subject to all the laws regarding that classification.
CHRIS STEVES (Norton Engineering)
The transportation and disposal of spent catalysts are governed by DOT (Department of Transportation) and RCRA (Resource Conservation and Recovery Act) regulations. A spent catalyst with leachable levels of arsenic, mercury, or barium (or five other regulated heavy metals) above their TCLP limit, will be regulated by the U.S. EPA (Environmental Protection Agency) as RCRA hazardous waste. If the material is spent hydrotreating catalyst from the petroleum refining industry, it will automatically be regulated as RCRA hazardous waste regardless of the metals content. Regulated RCRA hazardous waste must be properly disposed of at an approved treatment, storage, and disposal facility (TSDF). The actual levels of contamination will affect the options and cost for disposal. All RCRA hazardous wastes are regulated as DOT hazardous materials when shipped offsite, and all the basic rules for hazardous materials shipment must be followed.
Year
2013
Process


Question 75: What are the potential problems or negative impacts of utilizing FCC slurry/decant oil as coke drum OH (overhead) line quench oil?
SRIVATSAN (Foster Wheeler USA Corporation)
Again, FCC slurry/decant oil has a similar distillation range to HCGO but a higher endpoint. Although it could possibly be used as just overhead quench, we caution that if the slurry/decant oil is not be filtered properly, it will contain catalyst fines that could accelerate the coke deposition by settling in equipment or piping. We normally recommend using the blowdown tower bottoms as the primary source for quenching the overhead vapor line. The secondary means of quenching is provided using HCGO. LCGO and other gas oils, including slops, can also be used as desired.
PRIBNOW (CITGO Petroleum Corporation)
We do not have any experience using slurry oil as coke drum overhead quench. We utilize slop oil, as Srini mentioned, as a way to vaporize and reprocess that material. We charged slurry oil to our coker when excess capacity was available. However, we found that it degraded the heavy coker gas oil quality back to the FCC. The FCC conversion drops, and catalyst becomes dark; so, we tend not to do that much anymore.
SRINI SRIVATSAN (Foster Wheeler USA Corporation)
The purpose of the coke drum overhead quench oil is to reduce coking reaction by lowering vapor temperature and mitigating coke formation. A portion of the overhead quench is also condensed and forms recycle. Foster Wheeler recommends using the blowdown tower bottoms liquid as the primary means to quench the overhead vapor line, the secondary being the use of HCGO. LCGO and other gas oils including slops can also be used as desired. FCC slurry/decant oil has a similar distillation range as HCGO with a higher endpoint. Although it could possibly be used as an overhead quench, we caution that if the slurry/decant oil is not filtered properly, it may contain catalyst fines that could accelerate coke deposition by settling in equipment or piping.
EBERHARD LUCKE (CH2M Hill)
Although I never worked in a unit that used FCC slurry/decant oil as quench oil, we used it as coker feed; so, my concerns are based on that experience. FCC slurry/decant oil carries a significant amount of cat fines that are difficult to remove from the stream. So I would assume that with the injection of the slurry/decant oil, these cat fines will be introduced into the coke drum overhead system. The fines will end up either on the inside of the vapor line, in the bottom of the fractionator, or carried even further through the system and will act as seeds for coke buildup and cause accelerated fouling/coking of equipment. The cat fines will also most likely cause erosion in the nozzle that is used for quench oil injection. Additionally, quench oil distribution will be poor (but can be fixed by the selection of the correct material).
ROBERTSON (AFPM)
Before we get to the last question, I want to remind you that the Crude P&P is this afternoon at 2:00. During that time, a lot of these issues we have covered will be discussed in more depth. Tomorrow, the Light Tight Oil and FCC P&Ps are run concurrently. If you have any other issues you want to discuss that were not raised in this forum, please attend those P&Ps.
Year
2013
Process

Question 2: We have a Selective Hydrogeneration Units (SHU) unit that removes butadiene from the olefin feed to the alkylation unit. What is the typical concentration of hydrogen and light ends in the olefin product leaving the SHU? How do hydrogen and light ends affect alky operations?
THOMAS PORRITT (Chevron U.S.A)
A selective hydrogenation unit or SHU converts diolefins to olefins in a stream before it feeds an alkylation unit.
Below is a basic flow scheme.
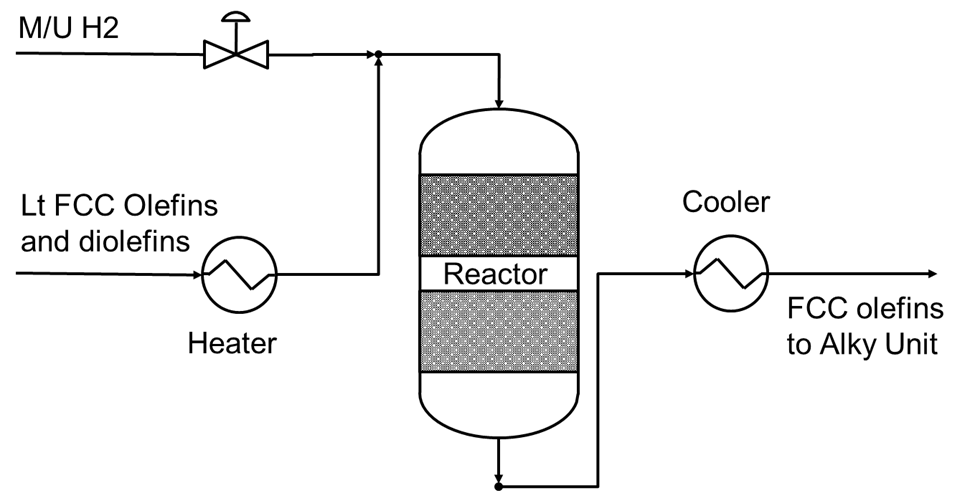
Figure Q2 - 1 Selective Hydrogenation Unit Flow Scheme
The typical composition of non-condensable gases and light hydrocarbons leaving the SHU is dependent upon both the feed and the hydrogen make up. The olefin feed may contain methane, ethane and ethylene in addition to the olefins and diolefins that pass through the reactor. The hydrogen composition can contain a mixture of light hydrocarbons as well as carbon monoxide and carbon dioxide depending on the source. A component balance on these contaminants can show their concentrations in the SHU effluent for the user’s system.
Hydrogen sources vary by nature and quality. Hydrogen produced by a Steam Methane Reformer, SMR, with a pressure swing adsorption, PSA, unit will be the cleanest. PSA units can produce hydrogen that is greater than 99% pure. Not all SMR hydrogen is purified by a PSA. For SMR hydrogen that passes through methanation and chemical absorption, the hydrogen can contain methane and possibly carbon dioxide. At the other end of the spectrum is naphtha reformer hydrogen. This hydrogen can be as low as 70% hydrogen by volume. Reformer hydrogen can contain as much as 8% methane and 6% ethane by volume. The amount of carbon monoxide is dependent on the system pressure of the naphtha reformer. Low-pressure units can produce hydrogen with as much as 30 ppmv carbon monoxide. Excess hydrogen in the SHU leads to oversaturation of the olefins feeding the alkylation unit. In addition, it leads to increased reactor differential temperature and can potentially damage the palladium catalyst in the reactor beds.
The light hydrocarbons and non-condensable gases exiting the SHU pass to the alkylation unit. They then build up and lead to increased pressure in the refrigeration loop. Because they do not condense, they reduce the capacity of the refrigerant compressor and condenser. To manage pressure, the user is forced to vent the non-condensable gases at the refrigerant accumulator. Unfortunately, this venting also leads to loss of iso-butane.
To mitigate these issues the user can proactively clean up the light hydrocarbons in the FCC olefins and better purify the makeup hydrogen. In addition, the user can adjust the hydrogen to olefin ratio by improving control of hydrogen to the SHU. As a final step, the user can vent the gasses at the refrigerant accumulator.
McDermott-Lummus Technology and Dupont Clean Technologies both contributed to this answer.
BILL KOSTKA (Axens North America)
The unreacted hydrogen in the effluent of a Selective Hydrogenation Reactor is very low, typically within the range of 20-50 ppmw.
Methane in the effluent of a Selective Hydrogenation Reactor comes directly from the hydrogen make-up and thus depends on its quality. For PSA hydrogen, the typical amount of residual methane in the reactor effluent is less than 10 ppmw. For a hydrogen-rich stream containing 90 mole% hydrogen and 10 mole% methane, the methane content rises up to typically 500-1,000 ppmw in the reactor effluent.
In a Sulfuric Acid Alkylation unit, ethane and lighter may cause venting from the refrigeration receiver if levels are high. The vent would carry some isobutane, but no sulfuric acid, and would typically go to the flare. A small, packed scrubber may be needed to remove SO2 if venting is done on a continuous basis. Pentanes in the feed cause no operational problems since they will end up in the alkylate product. However, they could result in difficulty meeting RVP and octane targets if these are critical.
RICK DENNE (Norton Engineering Consultants, Inc.)
A typical design would include a downstream stripper or de-ethanizer column to remove excess hydrogen and light ends to the plant fuel gas system. The column would operate in such a manner that propylene/propane loss are minimized, so as to not downgrade their value. Ethane and lighter streams would be rejected. If fractionation is poor, the stream could be routed to the plant’s sat gas unit; however, care must be taken to avoid putting the liquid propane product off test for excessive propylene. If a stripper or de-ethanizer column is absent, the light ends will act as a diluent in the alkylation unit and the non-condensables will cause pressure issues in various parts of the unit. In this case, the owner/operator should weigh the option of minimizing hydrogen to the SHU, at the expense of more rapid catalyst deactivation, versus alkylation unit limits. Improved make-up hydrogen quality should also be considered.
Year
2019
Submitter
Process
