Board of Directors Meeting
By Invitation Only
Session Start End
-
LALL (UOP, A Honeywell Company)
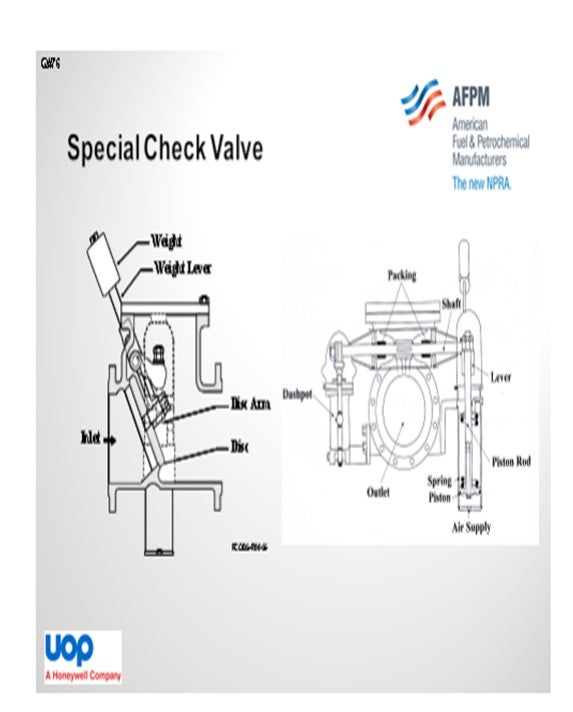
UOP specifies two special check valves in the blower discharge line. The first special check valve is installed a minimum distance from the blower discharge downstream in the snort (or anti-surge) valve in a horizontal pipe run. A second check valve is installed in the regenerator inlet line a minimum distance upstream of the air heater. The slide shows the typical arrangement of the special check valve, which is a swing-style check valve with a spring-loaded air cylinder that provides spring force-assisted closing.
An oil-filled dashpot provides dampening action on openings preventing hammering or damage. Construction is of a heavy wall of steel with 11% to 13% chrome-stainless trim. There is a stainless-steel shaft which is connected to the dashpot and lever arm as a counterweight. The counterweight supports 75% of the disc weight to minimize pressure drop. The air cylinder consists of a small piston opposed by a spring. Under normal conditions, air is supplied to the piston which moves up to compress the spring and allows the disc to open freely.
Uninterrupted operation of the FCC has led to situations during which the flapper has become stuck open. When the blower trips, the flapper does not close; and in some instances, hot regenerator catalyst is reversed into the casing of the blower. A manually operated air test valve is provided to permit equalization of the pressure on both sides of the air cylinder piston so that the spring force will move the piston downwards and exercise the valve during operation.
UOP does not know of any refiner who regularly exercises the special check valve. In our experience, check valves are frequently neglected during turnaround maintenance. During each turnaround, the check valves should be exercised to confirm ease of shaft rotation in the packing, correct operation of the air cylinder and oil dashpot, and correct counterweight and seating.
WILLIAMS (KBR)
KBR also recommends two ISO (International Organization for Standardization) check valves within the blower discharge system itself. However, due to distance in some revamp cases, we have installed one ISO check valve instead of two for blower protection. KBR also recommends the same ISO check valve type: the internal disc with external counterweight location that my colleague just described. One additional fact is that the ISO check close to the air heater should be 300-pound flange ready because of the potential exposure to high temperatures. Also, the ISO check near the blower discharge should be 150-pound flange ready.
We believe that the additional check valve is wear-warranted as it provides extra protection for the blower while only generating an added quarter to a half pound of pressure drop within the system. To ensure that the valve is properly closed, we recommend that Operations visually verify its closure with the valve position indicator, while applying pressure to the counterweight in the direction, to ensure that the check valve is completely closed.
BROOKS (BP Refining)
From an operator’s perspective, I want to add that this has become a recent focus for us at BP. We have had a few recent incidents as a result of our check valves failing. We actually had one incident where, as recommended by UOP, we rebuilt the entire check valve during the turnaround. Then during our start-up, we realized that we had actually made some errors in calculating the clearances; so, the valve hung open, despite the fact that we had done the rebuild. Therefore, you should watch for inaccurate clearance calculations that could cause valves to hang open or lock shut.
We recently had another issue when, per design, we actually had the check valve trip closed. The unit came down on a PRT (power recovery turbine) trip, and all of the equipment seemed fine; but when we came back up, the check valve did not open fully. We were then restricted on airflow from our main air blower, which affected the rest of the run before we could come down. So, despite some of our better efforts to make sure these valves worked right, and even despite the fact that the valves were working properly when we had a shutdown, we have still had other problems around these valves. We are in the initial stages of collecting information about our check valves in the BP FCC systems.
SCHOEPE (Phillips 66)
I want to quickly mention one experience. We just came out of a turnaround during which we actually opened up our check valve to inspect the internals and observed the response of the disc by pressurizing the dashpot. You also want to make sure that the valve is clean and that nothing has accumulated to prevent the special valve from closing. Unfortunately, when we started up, we forgot to commission the air to the air cylinder. After a few days, we found that this valve was in a partially closed position. Fortunately, this valve was designed with a mechanical jack that we could use to actually force the disc into a closed position. We were able to very carefully use this mechanical device until it touched the valve disk. Then, we commissioned the air to the dashpot and slowly opened the valve again.
BROOKS (BP Refining)
Most of our units do rebuilds and/or inspections on these valves at each turnaround. During a post-turnaround start-up, the check valve hung open which caused the main air blower to spin backward, destroying the turning gear motor. This failure was after a full re-build of both check valves. An incident investigation showed that the valve was rebuilt during turnaround with clearances that were too tight. Upon heat up and metal expansion, the valve hung open. Emergency steam to the air grids prevented a large portion of the catalyst from backing into the line and minimal damage was done to the air blower. However, the turning gear motor did not have a clutch disengagement mechanism when spun backwards which resulted in 20,000+ rpm and complete failure of the motor.
During another unit’s recent start-up after a power outage, the check valve hung open which caused back flow of catalyst into the casing of the main air blower motor. The FCCU was shut down, and the machine casing was found packed solid. Fortunately, there was no damage to the blower, and it was cleaned, inspected and brought back online.
A different unit experienced a failure in this check valve during a unit trip. When this unit tripped, the valve closed but failed to reopen fully upon restart, which caused a significant reduction in air rates to the unit.
Due to the abundance of failures around these check valves, we have recently started an investigation around our sites’ valve characteristics (close/open assists, external weight assists, reliability, types, etc.) and are in the initial stages of data collection with the intent of developing recommendations to our sites.
WILLIAMS (KBR)
KBR typically installs at least one ISO check valve in the air blower’s discharge line. The ISO check consists of an internal disc with external counter weight to help hold the valve open during normal operations and a spring assist to help close the valve in the event that air blower operations are interrupted. Some refiners use an air-assist ISO check instead of the spring to fully close the valve during emergency situations. Here air applies pressure to a hydraulic piston that closes the valve when the low flow alarm is triggered.
In cases where the distance from the air blower to the regenerator is excessive, KBR recommends an additional ISO check within the system. One ISO check is located at a minimum distance from the blower (downstream of the anti-surge vent valve), and a second ISO check valve is at minimum distance from the air heater. The check at the air heater is to prevent catalyst back flow from the unit if air is lost. The additional check valve near the blower serves two basic purposes. First, in the event that the second check does not seal properly, this check valve provides an additional level of protection for the blower. Also, as the check valve closest to the air heater closes, the higher pressure air volume trapped upstream of the check valve does not reverse-flow through the anti-surge valve against the blowers discharge as it is relieving. KBR believes that the additional check valve is well warranted as the additional valve typically only provides an additional pressure drop of ½ psi (pounds per square inch) to the system at normal flow rate. The check near the blower is 150-pound rated, and the check near the air heater is 300- pound rated because of the potential high temperature.
To ensure that the valve is properly closed, we recommend that Operations visually verify its closure with the valve position indicator while applying pressure to the counterweight lever in the direction to ensure the check valve is completely closed.
LALL (UOP, A Honeywell Company)
UOP specifies two special check valves in the blower discharge line. The main air blower special check valve is installed on the discharge of the air blower. The regenerator inlet air special check valve is installed just upstream of the inlet to the direct-fired air heater. If the blower starts to surge, the large volume of the regenerator must be isolated from the blower. Otherwise, serious damage could occur to the blower. The main air blower discharge special check valve helps protect the blower during surges. Fluidized catalyst can easily flow back through the air heater if pressure is lost. The regenerator inlet air special check valve helps to prevent backflow of catalyst to the blower. Figure 1 and Figure 2 show the check valve and its associated equipment.
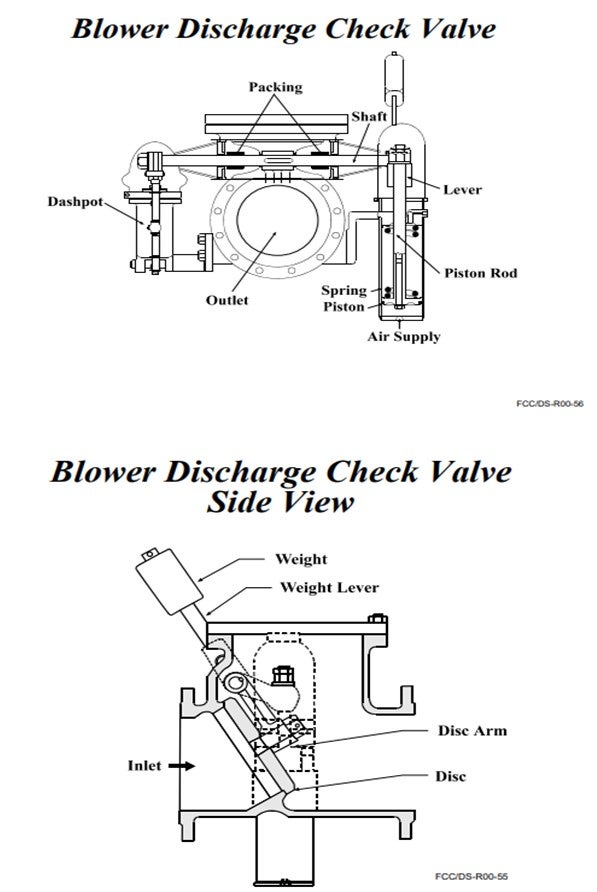
The special check valve is a swing style check valve with a spring-loaded air cylinder that provides spring force assisted closing. An oil filled dashpot provides a damping action on opening to prevent hammering and damage. Construction is of heavy wall steel, to resist temperature and pressure stresses, with 11% Cr (chrome) to 13% Cr or stainless trim. The stainless-steel shaft is supported by hardened stainless steel bushings with GRAFOIL® packing used to prevent leakage. The shaft is connected to the dashpot and to a lever arm that has counterweights. The counterweights support 75% of the disc weight to minimize the pressure drop through the valve. The counterweight should never hold the disc open when there is no air flow. The lever arm is usually cut to the proper length in the factory, and the weights are set in the field.
The air cylinder consists of a small piston opposed by a spring. Under normal conditions, air is supplied to the piston, which moves up to compress the spring. The piston rod moves freely between two small lever arms attached to the check valve shaft. As the piston rod rises, the valve is free to open. Air flow from the blower forces the valve open. The air to the piston is supplied through a three-way valve that will vent off cylinder pressure when actuated. For new units that have venturi meters on the blower discharge line, a low flow signal will alert the valve to cut off the air supply to the special check valve. Instrument air failure will also vent off pressure from the cylinder. Upon initial venting, the spring provides a sharp thump to the valve shaft to help free the disc in the event that it has become slightly stuck in the open position. The force of the spring is not enough to close against the normal operating air flow from the main air blower.
A manually operated air test valve is provided which permits equalization of the pressure on both sides of the air cylinder piston so that the spring force moves the piston downward and exercises the valve during operation.
Extended periods of uninterrupted operation of the FCC with the check valve in the open position have led to situations in which the flapper has “stuck” to the top of the check valve body over time. When the blower trips, the flapper in the special check valve does not close; and in some instances, hot regenerated catalyst has reversed into the casing of the main air blower.
UOP does not know of any refiner that regularly “exercises” the special check valve at the discharge of the main air blower. Some refiners do activate the air actuator mechanism periodically, but we are not aware of anyone who exercises or moves the check valve flapper.
At each turnaround, it is recommended that the special check valve be opened, inspected, and maintained by qualified personnel. In our experience, special check valves are frequently neglected during turnaround maintenance. During each turnaround, with the air blower shutdown and after any maintenance has been completed, the check valve should be exercised to confirm ease of shaft rotation in the packing, correct operation of the air cylinder and oil dash pot, and correct counterweighting. Contact the check valve manufacturer for additional recommendations.
WILLIAMS (KBR)
To obtain a more consistent reading, plant personnel should examine three phases: the transmitter, its physical location, and its instrument gas system. As for the transmitter, the technician should analyze it to ensure that it is within the accuracy specified by the manufacturer. In other words, you will never get all three transmitters to read 4 mADC (milliamps direct current) to 20 mADC. If within the Accu-Read meter range, the manufacturer’s tolerance for this transmitter can only read 19.8 mADC to 20.02 mADC.
In addition, the transmitter has a drift tolerance. For transmitters with drift tolerance, all you can do is identify which transmitter is drifting and then develop a frequent maintenance recalibration schedule for that device. Transmitters outside of the manufacturer’s tolerance should be repaired or replaced. As far as the physical location and routing beyond the transmitter itself, plant personnel should ensure that the location and physical condition of the three transmitters are acceptable.
Ideally, each transmitter will be physically located at the same elevation with impulse tools routed to separate process taps. Dissimilar routing will include additional bends or lines and could create small deviations in process variables. In addition, tubing that is slightly damaged, in comparison to the others, can also produce slight deviations in process variables.
Operations should also verify that none of the impulse tubes are in direct contact with a hot surface. In this case, it may be a standpipe itself. We have found that contact with hot surfaces can lead to a temperature difference, as compared to the other tubing, which may lead to a process deviation, compared to the other instruments.
As far as the purge gas system itself, each side of the slide valve, whether regenerated or spent, will incorporate the specified purge gas medium for each tap. Plant personnel should first make sure the recommended purge gas medium is dry, and then they should confirm that the suggested flow rate is being maintained at each tap. Since an individual flow indicator for each tap is seldom present, there a properly sized restriction orifice installed with steady purge gas supply pressure to ensure that the ideal purge flow rate is obtained.
In summary, if inconsistent readings continue, prepping lids with the proper medium is the first choice. Examining, replacing, or repairing the transmitter is another option. Evaluating the routing to ensure that there are no bends or additional lines will help alleviate the deviation between the three readings.
LALL (UOP, A Honeywell Company)
I have a few additional comments. Primary contributing factors that could be considered the cause of inconsistent readings include the following:
• Instrument tapping orientation: All three sets of taps should be located in the active catalyst flow of the standpipe on the disc opening side.
• Transmitter module range selected: A range-to-span ratio greater than 10:1 can lead to a decrease in accuracy.
• Erratic impulse line purge rates, as a consequence of utilizing devices such as rotameters, can result in inconsistent purge rates being used as the critical flow orifice approach with adequate purge gas pressure.
• The physical location of the transmitters affects the readings. The closer the transmitter is to the process, the better.
• Excessive lengths greater than 15 feet can dampen the response.
• Notification or alarm on loss of purge medium is necessary to address potential catalyst plugging.
• Frequent surveillance and reaming of the process connections is recommended.
PIMENTEL (CITGO Petroleum Corporation)
Yes, we do experience some variation between different slide valve DP (differential pressure) readings. These variations are normally caused by swings in the pressure in the purge headers. We have some design practices to minimize this effect. First, all of the taps should be equidistant from the slide valve. Second, all orifices in the taps should be the same size. Our standard is one-sixteenth of an inch. Third, you should have enough header pressure – normally 25 pounds – over the internal pressure and pipe to accommodate for fluctuations in the gas. This is especially important when you have different media in both sides of the slide valve; sometimes you have gas or inert in the reactor side and the air or inert in the regenerator side.
We recommend extending the pipe through the internal refractory layer to avoid plugging and also installing all taps on the same side of the standpipe. We do not recommend installing the taps across the standpipe, especially when your standpipe is not completely vertical. Finally, on the maintenance side, we recommend setting an alarm in your console both for variations between different DPs and also for lack of movement.
LALL (UOP, A Honeywell Company)
No reference has been provided as to what the statement “inconsistent readings” implies. In these applications, UOP generally recommends a “pre-trip” or alarm setting of 1 psi with a “trip” setting of 0.5 psi. While small inconsistencies would be expected and not considered detrimental, inconsistencies greater than approximately ± 0.25 psi could result in spurious shutdowns or even prevent a necessary shutdown from happening. Primary contributing factors that could be considered the cause of inconsistent readings would be:
1. Instrument tapping orientation: All three sets of tappings should be located in the active catalyst flow of the standpipe, i.e., they should all be in the catalyst dense phase on the disc opening side. The topside of the standpipe could experience an accumulation of gas bubbles, and this could lead to erratic readings.
2. Transmitter capabilities regarding accuracy and performance are dependent on the manufacturer.
3. Transmitter module range selected: the range/span ratio >10:1 can decrease the accuracy.
4. Erratic impulse line purge rates: Using devices such as rotameters can result in inconsistent purge rates. UOP uses the critical flow restriction orifice approach with adequate purge gas header pressure.
5. Physical location of transmitters: The closer the transmitter is to the process the better the response. Excessive lengths greater than 15 feet can dampen the response.
6. Notification or alarm on loss of purge medium is effective for addressing potential catalyst plugging of impulse lines.
7. Frequent surveillance and frequent reaming of the process connections because of the importance of these measurements as part of the shutdown system.
PIMENTEL (CITGO Petroleum Corporation)
FCC slide valve DP taps typically have one purge medium such as natural gas or inert on the reactor side of the slide valve and air on the regenerator side of the slide valve. Significant variations in pressure on one header may not be matched by the pressure on the other header. The header pressures need to be consistent. Most variations in header pressure can be buffered adequately by properly sized restriction orifices. Our typical orifice diameter on standpipe instrument taps is 1/16”. Our header pressures are normally 25 psi or more above the standpipe pressure that the purge is going into to overcome variations in process and instrument purge header pressures. Taps should be located equidistant from the slide valve. We also think that the taps on each side of the slide valve should be located reasonably close to each other versus being on opposite sides of the standpipe radially. Extend the tap pipe all the way through the refractory on the inside of the stand pipe.
Maintenance should include 1) clearing the taps if the readings are off, 2) using a hand pump to check the diaphragm of the transmitters, 3) checking the vent valves on the transmitters to see if they are closed, and 4) setting up alarms on the console to check for differentials between the transmitters, as well as for lack of movement on each transmitter, to check for stuck transmitters or plugged taps.
WILLIAMS (KBR)
To obtain more consistent readings plant personnel should examine the transmitter, its physical location and its instrument purge gas system. The technician should analyze the transmitters to ensure they are within the accuracy specified by the manufacturer. In other words, you will never get three transmitters to read 4 mADC to 20 mADC and 0 to 15 psig exactly. A transmitter can be within manufacture tolerance and only read 19.98 mADC or 20.02 mADC. Transmitters also have a drift tolerance. For transmitters within the drift tolerance, there is nothing you can do except identify which transmitter is drifting and develop a frequent maintenance recalibration schedule for that device. Transmitters outside the manufacturer’s tolerances should be repaired or replaced.
Beyond the transmitter itself, plant personnel should ensure the location and the physical condition of the three transmitters are acceptable. Ideally each transmitter will be physically located at the same elevation with impulse tubes routed to separate process taps. Dissimilar tube routings which include additional bends and/or lengths could create a small deviation from process variables. In addition, tubing that is slightly damaged in comparison to the others can produce slight differences. Verify that one impulse tube is not contacting a hot surface (standpipe, etc.). This temperature difference has also led to process deviation in comparison to the other transmitters.
Finally, check the purge gas system to each pressure tap. Each side of the slide valve, whether regenerated or spent, will incorporate a specified purge gas medium for each tap. Plant personnel should make sure the recommended purge gas medium is dry and the suggested flow rate is maintained to each tap. Since an individual flow indicator is seldom present, verifying the proper size restriction orifice is installed with a steady purge gas supply pressure will ensure the ideal purge flow rate is obtained.
If inconsistent readings continue, then pumping each lead with the proper solution will help close the gap between process readings.