


Question 2: We have a Selective Hydrogeneration Units (SHU) unit that removes butadiene from the olefin feed to the alkylation unit. What is the typical concentration of hydrogen and light ends in the olefin product leaving the SHU? How do hydrogen and light ends affect alky operations?
THOMAS PORRITT (Chevron U.S.A)
A selective hydrogenation unit or SHU converts diolefins to olefins in a stream before it feeds an alkylation unit.
Below is a basic flow scheme.
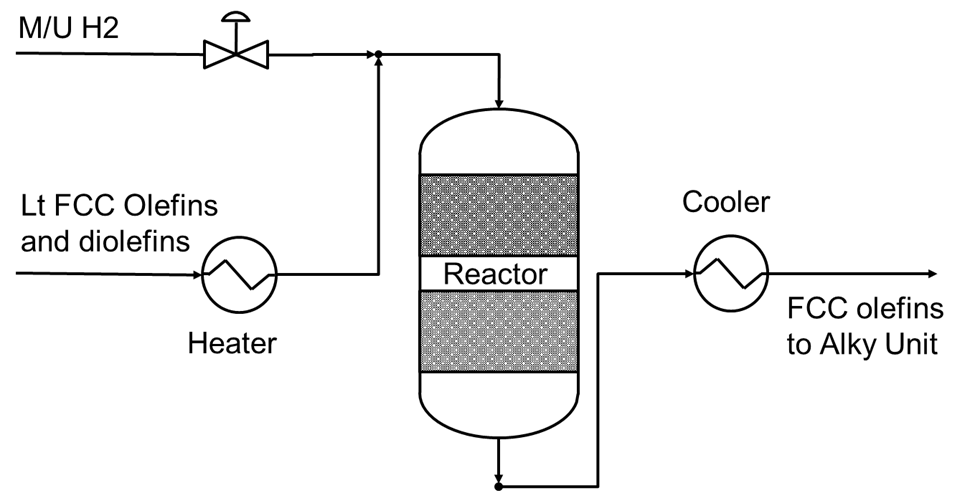
Figure Q2 - 1 Selective Hydrogenation Unit Flow Scheme
The typical composition of non-condensable gases and light hydrocarbons leaving the SHU is dependent upon both the feed and the hydrogen make up. The olefin feed may contain methane, ethane and ethylene in addition to the olefins and diolefins that pass through the reactor. The hydrogen composition can contain a mixture of light hydrocarbons as well as carbon monoxide and carbon dioxide depending on the source. A component balance on these contaminants can show their concentrations in the SHU effluent for the user’s system.
Hydrogen sources vary by nature and quality. Hydrogen produced by a Steam Methane Reformer, SMR, with a pressure swing adsorption, PSA, unit will be the cleanest. PSA units can produce hydrogen that is greater than 99% pure. Not all SMR hydrogen is purified by a PSA. For SMR hydrogen that passes through methanation and chemical absorption, the hydrogen can contain methane and possibly carbon dioxide. At the other end of the spectrum is naphtha reformer hydrogen. This hydrogen can be as low as 70% hydrogen by volume. Reformer hydrogen can contain as much as 8% methane and 6% ethane by volume. The amount of carbon monoxide is dependent on the system pressure of the naphtha reformer. Low-pressure units can produce hydrogen with as much as 30 ppmv carbon monoxide. Excess hydrogen in the SHU leads to oversaturation of the olefins feeding the alkylation unit. In addition, it leads to increased reactor differential temperature and can potentially damage the palladium catalyst in the reactor beds.
The light hydrocarbons and non-condensable gases exiting the SHU pass to the alkylation unit. They then build up and lead to increased pressure in the refrigeration loop. Because they do not condense, they reduce the capacity of the refrigerant compressor and condenser. To manage pressure, the user is forced to vent the non-condensable gases at the refrigerant accumulator. Unfortunately, this venting also leads to loss of iso-butane.
To mitigate these issues the user can proactively clean up the light hydrocarbons in the FCC olefins and better purify the makeup hydrogen. In addition, the user can adjust the hydrogen to olefin ratio by improving control of hydrogen to the SHU. As a final step, the user can vent the gasses at the refrigerant accumulator.
McDermott-Lummus Technology and Dupont Clean Technologies both contributed to this answer.
BILL KOSTKA (Axens North America)
The unreacted hydrogen in the effluent of a Selective Hydrogenation Reactor is very low, typically within the range of 20-50 ppmw.
Methane in the effluent of a Selective Hydrogenation Reactor comes directly from the hydrogen make-up and thus depends on its quality. For PSA hydrogen, the typical amount of residual methane in the reactor effluent is less than 10 ppmw. For a hydrogen-rich stream containing 90 mole% hydrogen and 10 mole% methane, the methane content rises up to typically 500-1,000 ppmw in the reactor effluent.
In a Sulfuric Acid Alkylation unit, ethane and lighter may cause venting from the refrigeration receiver if levels are high. The vent would carry some isobutane, but no sulfuric acid, and would typically go to the flare. A small, packed scrubber may be needed to remove SO2 if venting is done on a continuous basis. Pentanes in the feed cause no operational problems since they will end up in the alkylate product. However, they could result in difficulty meeting RVP and octane targets if these are critical.
RICK DENNE (Norton Engineering Consultants, Inc.)
A typical design would include a downstream stripper or de-ethanizer column to remove excess hydrogen and light ends to the plant fuel gas system. The column would operate in such a manner that propylene/propane loss are minimized, so as to not downgrade their value. Ethane and lighter streams would be rejected. If fractionation is poor, the stream could be routed to the plant’s sat gas unit; however, care must be taken to avoid putting the liquid propane product off test for excessive propylene. If a stripper or de-ethanizer column is absent, the light ends will act as a diluent in the alkylation unit and the non-condensables will cause pressure issues in various parts of the unit. In this case, the owner/operator should weigh the option of minimizing hydrogen to the SHU, at the expense of more rapid catalyst deactivation, versus alkylation unit limits. Improved make-up hydrogen quality should also be considered.
Year
2019
Submitter
Process



Question 58: What issues are experienced at the desalter and pre-heat train when recirculating brine at the desalter?
SHENKLE (Flint Hills Resources, Ltd.)
Before answering this question, I want to clarify that the panel has defined ‘recirculating brine’ as brine going back to the freshwater makeup. For example, it may be used when insufficient makeup is available to maintain recommended washwater rates. We do not recirculate brine. We inject makeup water upstream of the second stage mix valve. Second-stage brine is pumped back to the first stage upstream of the mix valve, and then the first-stage brine is effluent. We operate washwater rates that are typically in the range of 4 to 5%.
SLOLEY (CH2M Hill)
Brine can be recirculated at the desalter. Additionally, there are some plants that recirculate brine found upstream in the heat train network. This is used in plants that have insufficient water to get proper contacting across the mix filter and which are often trying, in extreme cases, to move even from 2 or 3% water up to around 4 or 5% water. Since the freshwater rate does not increase when you do this operation, if it is more effective, you will increase the solid content of the brine. After all, that is the objective.
In some units, problems can arise due to oil and water emulsification because the pump that needs to recirculate this water – if you have oil in it – is a great mixing device. If the brine does not effectively de-oil, this water will recirculate and could cause problems with the rag layer in the desalter. Additionally, if the soap content of the water is high, you will get emulsions forming. With higher total water rates in many of these desalters also, the total water residence time is reduced, making the oil and water emulsions more difficult. The downstream exchange of equipment fouling and corrosion rate should be lower. If it is not changed or gotten worse, you should stop the brine recirculation.
HODGES (Athlon Solutions)
We are huge fans of recycling brine. In most cases, it is the Best Practice to increase the effectiveness of your desalter by increasing the effective washwater percentage through brine recycle, which will drive optimum desalting. As I mentioned earlier, one of the key items that is often overlooked when doing this is your seal flush. Make sure that you do not use the recycled water for your seal flush because it will erode your seal. Use fresh water. This may be subtle to some and obvious to others. Make sure that when you are recycling, you are not replacing your fresh water with recirculated brine. Recirculating brine is only used to add more effective percentage washwater. If you back out the freshwater, you will be taking a step back in effective desalting and contaminant removal across the desalter.
TOM COLLINS (Forum Energy Technologies)
Recirculating effluent water back to the desalter can improve efficiency by increasing water droplet population, allowing for larger droplets and faster settling. When recycle water is used, it is typically injected just before the mixing valve, not into the pre-heat train. It is also recommended that you divert the recycle when mud-washing unless a continuous mud-wash is used. Additional water volume may also allow for improved mixing efficiency, due to an increase in the water droplets created in the mixing valve or emulsification device. Care should be taken not to recycle water high in oily solids or other emulsifiers that may help stabilize interface emulsions and increase BS&W.
GLENN SCATTERGOOD (Nalco Champion Energy Services)
It is important to recognize the benefits of desalter washwater recycle, which improves dehydration and leads to improved salt removal. A higher rate of desalter washwater may also increase solids removal when processing high solids crudes.
DENNIS HAYNES (Nalco Champion Energy Services)
Recirculation of brine is a very good strategy to increase washwater to the desalter while minimizing effluent flow to wastewater treatment. The issues that may be experienced during this recirculating brine include a potential reduction in solids removal due to sending desalter effluent containing some solids through a pump motivating the flow back to the combined washwater inlet. More so, an issue is that if there is any upset or degree of oil in the effluent, the shearing action of the recycle pump will tighten the effluent emulsion. This emulsion, combined with the washwater into the raw crude oil which is then emulsified via the mix valve, may create interface growth in the desalter to the point that the system upsets. The brine recycle should be used with a non-oily effluent.
PHILIP THORNTHWAITE (Nalco Champion Energy Services)
It should be remembered that if a desalter operation is washwater-limited, the use of a brine recycle is an effective means of increasing the washwater volume and improving both dehydration and desalting performance. However, the operation is not without risk, and there are operation considerations to be made.
First, the recirculation of effluent brine is, in effect, adding salt to the crude oil when the two are mixed together. As a consequence of this combination, if the salinity of the brine significantly increases, the mixture can limit the salt removal efficiency across the desalters, the optimum salt content of the desalted crude increases, and the process efficiency can actually decrease. This reaction can be mitigated to an extent since the increased washwater volume leads to improved dehydration and desalting efficiency. Additionally, any increase in overhead chlorides can be mitigated to a degree through good monitoring and caustic management practices.
The other major consideration is that any deterioration in the effluent quality can have a significant impact on the whole desalter operation. If there is an upset leading to an oil undercarry, the oily brine will be passed through the brine recycle pump leading to the formation of a very stable emulsion. As this stable emulsion forms part of the total washwater feed, it can lead to emulsion layer growth within the desalter vessel and begin to exacerbate the already upset conditions. Key to mitigating this threat is regular visual checks of the try lines and effluent quality so that any onset in effluent deterioration can be quickly acted upon.
Year
2013
Process
