Sponsored Content: Detect Technologies
Session Start End
-
KOEBEL (Grace Catalysts Technologies)
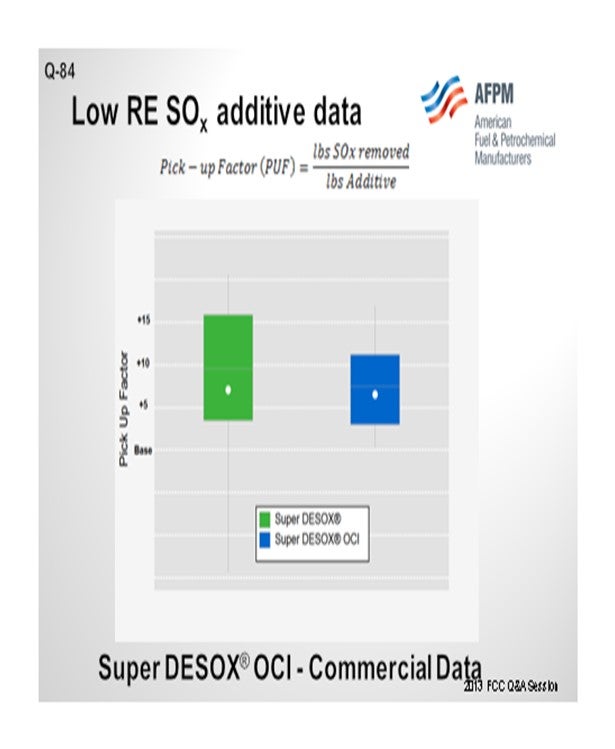
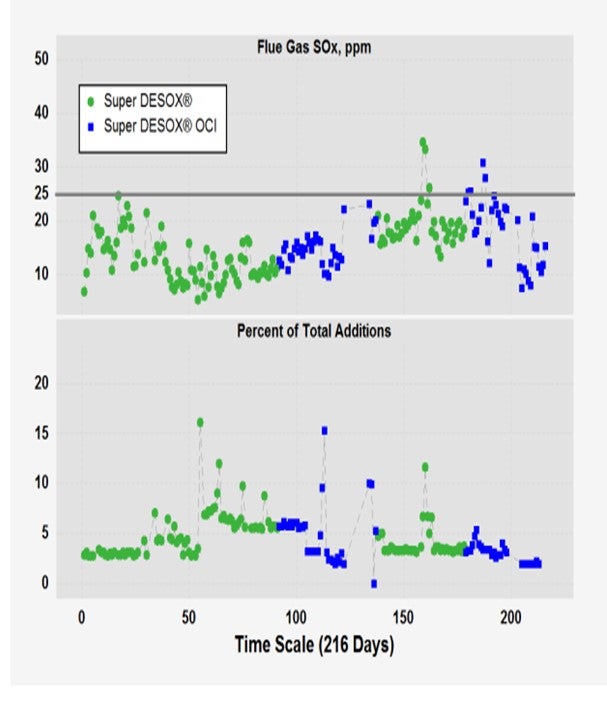
During the run-up in the cost of rare earth in 2011, Grace embarked on an expedited and extensive R&D (research and development) program to develop future generations of our Super DeSOx® additive to cut the rare earth content and try to minimize the financial impact that the ever-increasing cost of rare earth had on our customers’ cost of SOx compliance. The data I am showing on the slide is for our first-generation low-rare earth SOx additive called Super DeSOx®-OCI or optimized cerium input. This data is representative of a single trial, but I think it is reflective of our broader experience that the Super DeSOx®-OCI, with its lower cerium input, had an equivalent performance to that of traditional Super DeSOx®. The information presented here is the trial data on a pick-up factor basis of pounds of SOx removed from the flue gas divided by the total pounds of SOx additive used. You can see that the two additives are essentially equivalent.
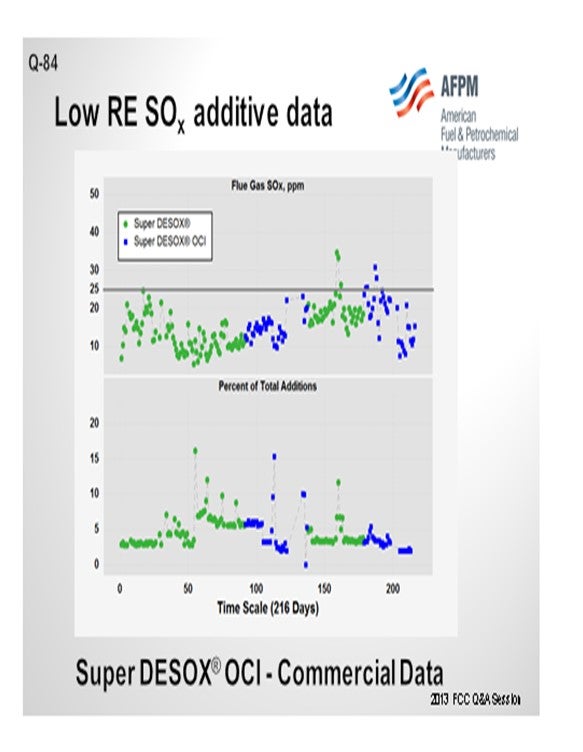
The next slide shows the broader, expanded data from that six-month trial. You can see that the refinery switched back and forth between the two additives once or twice. On the percentage of daily addition basis, the SOx additive used was essentially at cost. The refiner was able to readily maintain its 25 ppm SOx emissions limit. So, we have had good experience with Super DeSOx®-OCI, our first-generation additive, and it has gained wide market acceptance.
As rare earth costs continued to escalate, we developed a second-generation low-rare earth SOx additive called Super DeSOx®-MCD or maximum cerium dispersion. Once we got the rare earth content down that low, there was a performance deficit for that additive. Generally, you had to add about 20% more additive. When rare earth was extremely expensive on a cost-per-day basis, adding a little more additive was well worth the cost. But as rare earth prices have now returned to historical levels, Super DeSOx®-OCI, our first-generation low-rare earth SOx additive, is our lowest cost-compliance additive.
The question was: What are the incentives for returning to your traditional Super DeSOx™ additives now that rare earth prices are low? Generally speaking, even though the performance is about the same, our Super DeSOx-OCI™ is a moderately lower-cost additive; so, we do not see a lot of incentive to return to the original Super DeSOx™ additive, except in very rare cases.
MARTIN EVANS (Johnson Matthey INTERCAT, Inc.)
When we introduced Super Soxgetter-II™ with about 8.0% rare earth, we were a little unsure what to expect. However, we found that as we gradually replaced all of the Super Soxgetter™ being used out there, overall the performance actually picked up in full-burn units by about 15%. That makes sense when you think about it. Consider full-burn units in which SOx additive efficiency is generally limited by the amount of magnesium that you can get into the units to pick up the SO2. When you take out the cerium, you end up replacing it with magnesium. Overall, the efficiency of Super Soxgetter-II™ actually ended up about 15% higher because of that slight increase in the magnesium content. It was not an effect we expected, but we were very pleased to see it. We do now also have Super Soxgetter-III™ out there, which has taken the cerium content down to 4%, and the performance remains about the same As Jeff mentioned, since the rare earth prices have declined right now, I think the incentive to go that low really is not there anymore. The manufacturing cost on that product is actually slightly higher; so today, it is not really an economic option for most people. But should rare earth prices increase again, we do have that product ready to go.
KEN BRUNO (Albemarle Corporation)
We continue to find that our zero rare earth products are highly effective in SOx reduction. In fact, our latest and newest innovation – SOxMaster-2™ – has been proven successful in several commercial trials. Again, please refer to the Answer Book for addition details.
JEFF KOEBEL (Grace Catalysts Technologies)
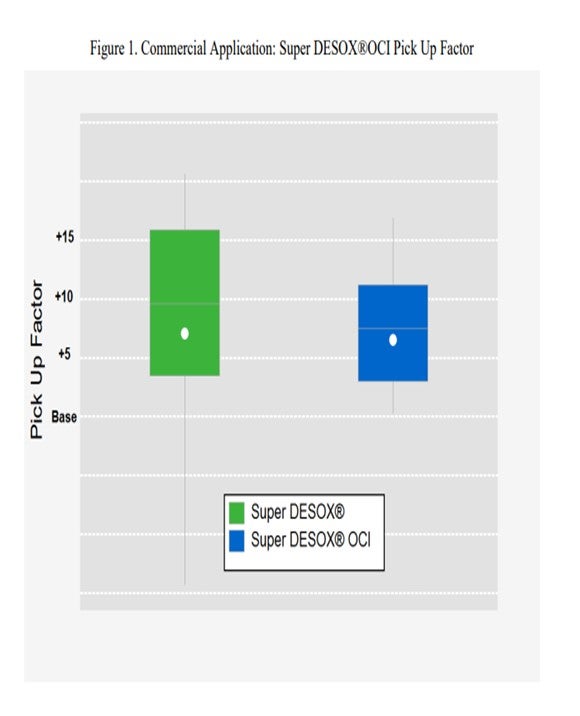
During the early phase of the run up in rare earth prices in 2011, Grace started an accelerated R&D effort to develop a new SuperDESOX® product with a lower rare earth content to minimize the financial impact on our customers. The first of the newly developed products was SuperDESOX®-OCI, or optimized cerium input. The effectiveness of these new additives can be measured by the SOx pickup factor, or PUF. This is defined as the pounds of SOx removed from the flue gas divided by the pounds of SOx additive used. In multiple commercial trials, SuperDESOX®-OCI proved to have equivalent PUFs to traditional SuperDESOX®. The total pounds of additive required to maintain a constant SOx emissions target is thus the same for both additives. Figure 1 illustrates in a commercial example where Super DESOX®-OCI has an equivalent pickup factor as does traditional Super DESOX®.
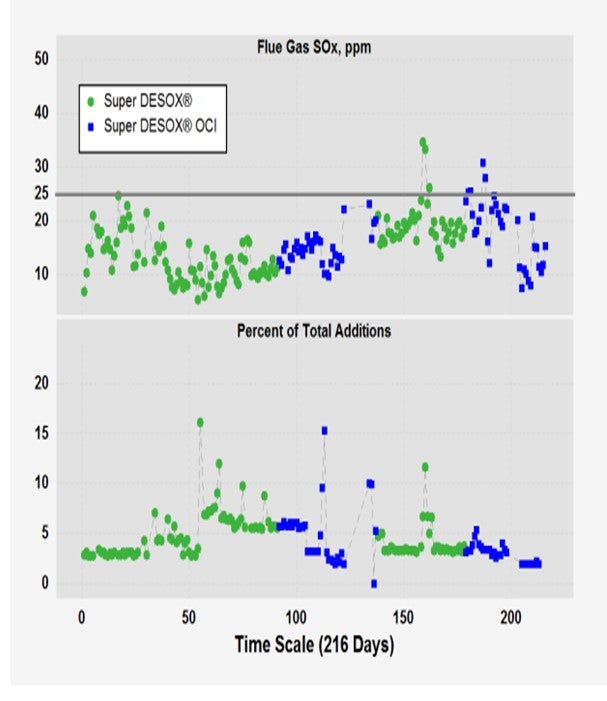
The refinery also maintained target SOx flue gas emission below the 25 ppm level (Figure 2). With its lower rare earth input, SuperDESOX®-OCI was clearly the lower cost option. This product gained wide market acceptance quickly.
As the cost of rare earth continued to climb, Grace developed SuperDESOX® MCD, or maximum cerium dispersion. This product further reduced the rare earth content of the additive to below the level of even SuperDESOX®-OCI. With rare earth inputs lowered so dramatically, there is a performance effect on the additive’s PUF; and generally speaking, it is necessary to add approximately 20% more SuperDESOX® MCD than SuperDESOX®-OCI or traditional SuperDESOX®. At the peak of the run up in rare earth prices, the required additional additive use was more than offset by the cost savings on a per pound basis, making SuperDESOX® MCD the lowest cost compliance option at the time.
Since that time, rare earth prices have significantly moderated and returned to mostly historical levels. However, Grace’s customers have generally not returned to using traditional SuperDESOX® simply because SuperDESOX®-OCI is a lower-cost product with equivalent performance. At this time, there is limited incentive to return to the use of typical first-generation “super” SOx additives.
RYAN NICKELL (Albemarle Corporation)
Albemarle continues to find that our zero rare earth products are highly effective for SOx reduction. Our newest innovation, SOxMASTER-2™, has proven effective in two commercial trials. In the first trial, this product effectively replaced an additive blend with cerium. In the second trial, a cerium-based additive was fully replaced at constant addition rate. SOxMASTER-2™ and the incumbent both showed a PUF of about 32 kg. SOx emission levels stayed constant. In addition, zero rare earth products are always the optimal choice in partial-burn applications.
With rare earth prices at historical levels, most refiners with full-burn units will still opt for cerium-based additives due to experience, availability, or unique requirements. However, in situations where refiners require high performance and are not able to use products containing cerium or rare earths, SOxMASTER-2™ is offered as a proven product.
KOEBEL (Grace Catalysts Technologies)
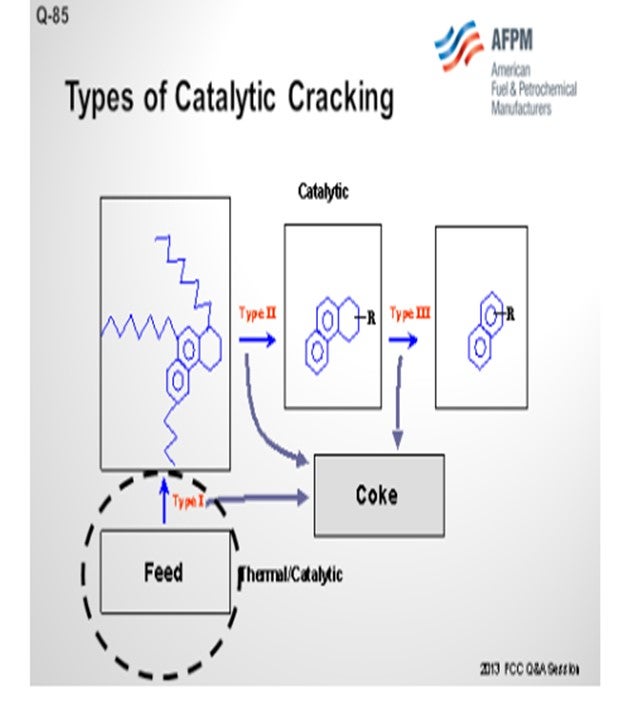
When talking about catalyst mesoporosity, we are referring to the matrix contribution, especially the 100 to 600 ǻngström pores found in the catalyst matrix activity. Catalyst matrix activity is really important, particularly in the Type I cracking depicted here, in the mix zone of the riser where the mix zone can be on the order of 1100°F. Even in VGO types of operations, you can have a significant portion of the total feed that may not vaporize at those conditions. Having effective diffusion is important for pre-cracking these types of feeds so that the zeolite can efficiently crack it further later on up the riser. Certainly, even in VGO operations, we think that avoiding diffusion limitations in the mix zone can be tremendously important.
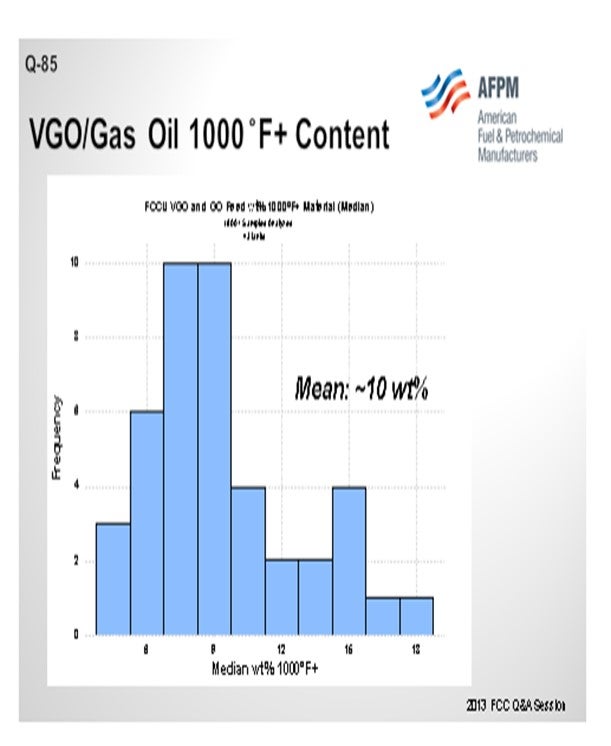
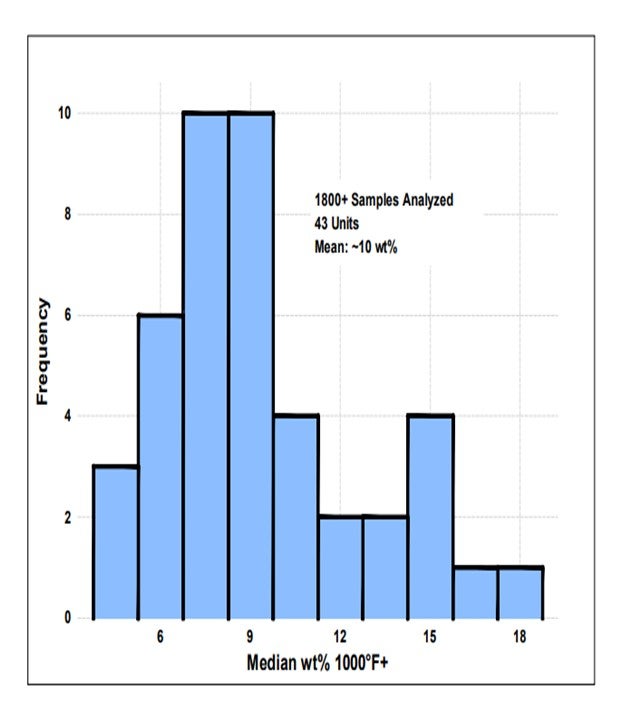
I queried the Grace database on FCC feed. Even in gas oil and VGO operations, the average was that about 10% of the feed boiled over at 1000°F; so clearly this is not just a resid phenomenon. This is a factor in FCC operation that Grace considers to be very important in even the VGO operations.
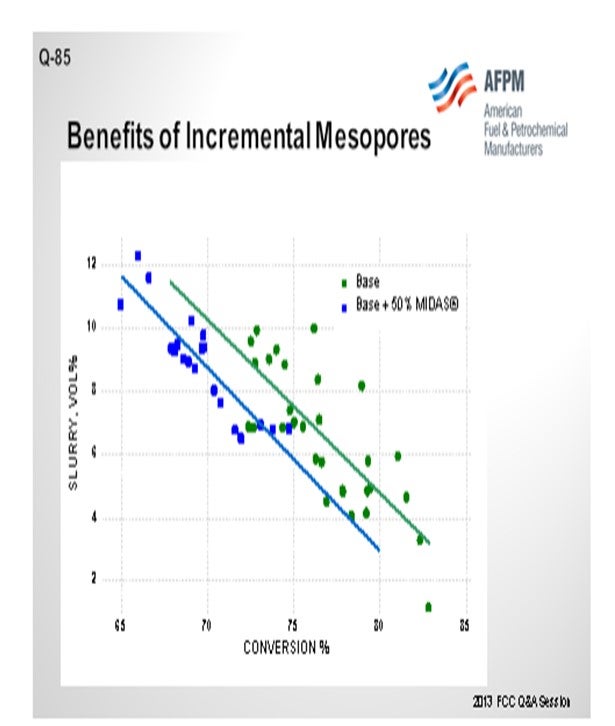
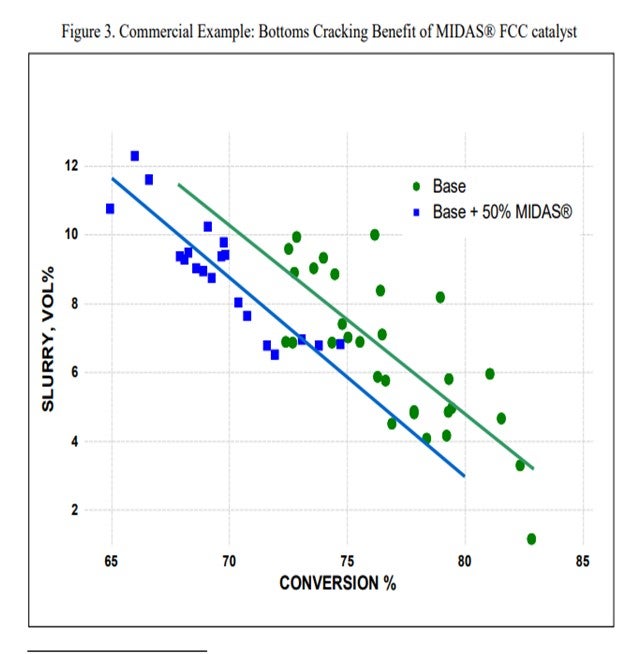
The next slide shows a commercial example of a refinery that was running on a catalyst and implemented 50% of Grace’s MIDAS® catalyst into the blend. MIDAS® is a catalyst for which Grace specifically maximizes the mesoporosity and matrix surface area in the mesopore range. You can see that over a wide range of conversion, the slurry yield was reduced by 2.0% absolute. This is a gas oil operation. Even though this would not be a feed you would consider to be heavy resid, clearly the matrix contribution to the efficiency of the cracking was obvious.
The question also asks about possible disadvantages of mesoporosity. I believe that it might be a disadvantage to have too much mesoporosity in the catalyst when there is a need for high zeolite activity, which is certainly very important, particularly in this Type II cracking where you are going to try and de-alkylate side chains off of naphthenic and aromatic cores. This cracking is very efficiently done by zeolite. If you have a catalyst system that is too biased towards matrix surface area (MSA), you may have a deficit in zeolite activity. So, you certainly want to make sure you have the proper Z/M (zeolite/matrix) ratio on all feeds.
JOE McLEAN (BASF Corporation)
We introduced a catalyst called NaphthaMax® back in about 2000. Really, the only difference between NaphthaMax® and its predecessor-type technologies was that there was a higher porosity version. It has been, by far, our best-selling gas oil catalyst line ever since. We are continuing to refine and introduce newer versions of it. Obviously, I agree with Grace, and certainly with Jeff, that it does make a difference, even in gas oil applications, because it has. We have added over 100 NaphthaMax® users over the past decade or so who could attest to that benefit.
It should not surprise you that we will differ in our opinion a little. I am talking about the zeolite versus the matrix; because with our DMS (dimethyl sulfide) technology, we can put in the mesoporosity. We actually use the external zeolite surface that now gets exposed and available in the larger pores as it functions the way that catalyst is manufactured. So even with the higher porous systems, we are able to get just as high of a zeolite content; and in fact, better zeolite efficiency and activity than what we have with less porous systems generated with the predecessor technologies that we had.
KEN BRUNO (Albemarle Corporation)
Indeed, we agree that mesoporosity is important; but when you talk about diffusion, it extends beyond mesoporosity. In addition to intra-particle diffusion, what is also critical is surface diffusion. To quantify that, Albemarle often talks about the Accessibility Index. Again, mesoporosity is important, but what is more important is the combination of surface and intra-particle diffusion as measured by the Accessibility Index.
PAUL DIDDAMS (Johnson Matthey INTERCAT, Inc.)
Just a quick comment: Do not forget that there are also concentrated additives which contain these kinds of mesoporous cracking sites.
JEFF KOEBEL (Grace Catalysts Technologies)
Effective bottoms cracking involves a three-step bottoms cracking mechanism which was discovered by Zhao1 (Figure 1). The first step is largely dependent on the catalyst matrix and porosity, and that is the effective pre-cracking of large molecules in the feed.2 Since the riser mix zone temperature can be on the order of 1050°F, feed components over 1000°F+ will not readily vaporize. Thus, these molecules need to pre-crack on the catalyst matrix before the catalyst zeolite can further crack them to desired products.
Grace’s FCC feed database contains many examples of units processing VGO and GO that still have a significant portion of the total feed to the unit with a boiling point above 1000°F. In fact, the average 1000°F+ in VGO and GO FCC feed is approximately 10% across our database (Figure 2). Thus, pre-cracking is a real consideration, even in a non-resid operation.
The pore volume of an FCC e-cat (equilibrium catalyst) sample is typically analyzed and reported by each vendor. However, the size distribution of the pores is also a critical component of the effectiveness of the catalyst porosity. Liquid phase diffusion, like one can find in the mix zone of the riser, is typically 2 to 3 orders of magnitude slower than gas phase diffusion, especially if the pores are small (less than 100 Å).4 High mesoporosity in the 100 Å to 600 Å range mentioned in the question is critical for achieving effective pre-cracking of heavy molecules without diffusion limitations. Excess small pores less than 100Å will lead to high coke and gas make, while an abundance of large pores greater than 1000 Å will have ineffective bottoms cracking and perhaps poor attrition characteristics.
Grace’s MIDAS® catalyst family is specifically designed to provide higher matrix surface area (MSA) with an optimal pore size distribution that provides excellent mesoporosity. Grace has many commercial examples of GO and VGO operations that have benefited from the inclusion of some portion of MIDAS® in the fresh catalyst mix. This commercial example shows that inclusion of MIDAS® into a catalyst system for a VGO application improved bottoms conversion by 2% absolute (Figure 3).
The question also asks about possible disadvantages of mesoporosity. As was mentioned previously, there are multiple steps to effective bottoms cracking. Another step in the conversion of bottoms is dealkylation of side chains from aromatic and naphthenic cores (Figure 1). This is a step that is most efficiently catalyzed by zeolite activity. If a catalyst formulation is too heavily biased towards MSA in an effort to achieve high porosity, it is possible that the formulation may not have adequate ZSA to efficiently drive this type of bottoms conversion. The proper balance between matrix and zeolite is heavily dependent on feed properties and unit yield objectives. Optimization of matrix porosity and zeolite activity is critical to achieve the most effective bottoms cracking, even in light feed applications.
CAREL POUWELS (Albemarle Corporation)
Mesoporosity is typically considered an important feature for enhanced bottoms conversion. This is not only valid for resid applications, but also holds for VGO operations. The effect, however, depends on many aspects, such as the type of VGO, severity of operation, and the base catalyst in use: the more crackable material present in the slurry fraction, the more potential impact by additional mesoporosity. This is particularly valid when the additional mesoporosity is applied within the same catalyst technology. Changing catalyst technology with additional mesoporosity will not necessarily yield the desired effect as the activity, and selectivity of the mesopores between the catalyst technologies can be different. Another aspect that plays a role is catalyst accessibility, which is often confused with catalyst porosity. Poorly designed catalysts can measure high mesoporosity but are not effective as constricted pore openings act as bottlenecks and result in a low accessibility. Thus, it is key to design a catalyst with high mesoporosity and high accessibility.
While mesoporosity (and accessibility) plays an important role in bottoms conversion, it also contributes to the preservation of important primary cracking products such as olefins in the gasoline range. These are important components for high gasoline RON (research octane number) and also precursors for the production of propylene.
Another potential benefit of catalysts with reduced mass transfer limitations in VGO applications becomes evident in units with advanced riser termination devices (RTDs) and short contact times. Under these circumstances, reactants can travel faster to the active sites, and products can egress from the pores before the catalyst is separated from the hydrocarbons in the RTDs, resulting in higher conversion and reduced rate of secondary reactions (everything else constant, compared to a catalyst with inferior pore architecture).
Albemarle offers a wide suite of products for different VGO applications with a varying range in mesoporosity and accessibility, such as AMBER™ for lowest slurry, GO-ULTRA™ for maximum gasoline, ACTION® for superior gasoline octane and alky-feed, and AFX™ for record high propylene.

KOEBEL (Grace Catalysts Technologies)
Certainly, the obvious advantage of pre-blending additives with your base catalyst is improving your logistics and not handling totes. Another advantage is in not needing an additive loader that you have to maintain. Additionally, pre-blending avoids the possibility of human error in the additive injection process. There are significant drawbacks to doing this as well.

Certainly, if you will be pre-blending additives, the best instance will be when you are using an additive at a constant rate every day. Because if you get into a situation of increasing catalyst additions, you may be over-adding the additives unintentionally and could even get into a bind where you have over-added promoter or ZSM-5.

There are applications for pre-blending additives. Sometimes refiner’s consent decrees call for them to add 10% SOx additive on a daily basis. That was a great example of an application where pre-blending SOx additive worked out very, very well. But certainly, working with your catalyst and additive suppliers will help you come up with what is best for your particular situation.
As far as incorporating additive functionality into the catalyst particles, this is an area where Grace has had a lot of success. In nickel trapping, it is particularly important to have that type of additive functionality. In the catalyst part of this, nickel is not mobile in FCC conditions in the catalyst section; so, you need to trap the nickel where it lands on the FCC catalyst. We have also had good success with our interoperable vanadium trap, which is rare earth based. That trap is depicted in the lower left-hand corner of the slide. The hotspots you see in the picture on the left represent where you find concentrated lanthanum on the surface of the catalyst particle. On the right is the concentrated vanadium. You can see that the two overlap and the vanadium trap is working. We find that having the vanadium trap widely dispersed throughout the catalyst inventory works very well.

We do also have gasoline sulfur reduction technology. That is an additive Grace sells. We do have our SuRCA® family line of FCC catalysts which incorporates that functionality into the catalysts as well. That is one area where people generally tend to use it on a day-in and day-out basis at the same concentration. And where people are long-term gasoline sulfur reduction technology users, we tend to incorporate that functionality into the catalyst.
Finally, Grace recently developed our newly achieved catalyst platform for tight oil and unconventional feeds. One of the comments we sometimes get from refiners is that octane and alkylation of feed stock shortages become an issue. So, in response, we developed the dual zeolite catalyst that will incorporate some isomerization zeolite into the catalyst particle. We find that we can get maximum octane and butylenes for the alkylation unit without the traditional increase in propylene that you would see when using a traditional ZSM-5-based zeolite additive. We have had good success with this product in development, and we are expecting the first commercial trial of it coming really soon.
BULL (Valero Energy Corporation)
As far as pre-blending additives, to reiterate what Jeff said, I will say that if it one being used every day, then add a base amount with the catalyst. What we have done, even when pre-blending, is to always have a loader because we never know more additive might need to be used. Situations do occur that necessitate totally changing the supply chain, taking the additive out of the pre-blend, and then adding it at a different ratio. The only caveat I will add is that even if you are pre-blending, just maintain the facilities so that you will be able to put in the additive.
The second half of the question asks about incorporating FCC additive functionality. We have had extremely positive experiences with trials at various sites, and we are currently using this variety of catalyst at several of them. With reference to metals trapping, we have incorporated that type of additive into the base catalyst for many years; but more recently, we have begun using more of the C4/butylene maximization kinds of additives incorporated into our base catalysts. Again, we have had multiple trials. I cannot really get into all the details of it, but it has been a very big success.

MARTIN EVANS (Johnson Matthey INTERCAT, Inc.)
My experience has been that in North America, most refiners generally tend to keep their additives separate from their fresh catalysts, adding them separately through their own addition systems, as Jeff advocated. I think that pays off. My own experience in this area, from when I was an FCC engineer in the U.K., really taught me that lesson very severely. We had just started using ZSM-5 additives. Because the refinery did not want to pay to put in the addition system, they decided to pre-blend. That worked great until our downstream LPG (liquefied petroleum gas) processing unit broke down. Then at that point, we were left with more LPG than we could handle, and the cost to us – in terms of lost profitability from having to turn down the FCC operation to keep the LPG under control – was a hell of a lot more than it would ever have cost us to put in an addition system. That really taught us a lesson about short-term economics. You think you are gaining something in the short-term by not putting in a loader, but it is a false economy. You definitely end up paying for it long-term.
ROBERT “BOB” LUDOLPH [Shell Global Solutions (US) Inc.]
For your awareness, if you are considering the use of, or have been using, e-cat, pay particular attention to the chemical properties. The presence of certain additives in the e-cat can be indicated like platinum for combustion promoter, phosphorus for ZSM-5, and copper for NOx reduction. Also be aware that the additive activity may be in excess of your need, and you many need to create other operating issues. For example, NOx emissions can take an unexpected step up if the pre-blended combustion promoter activity is too high.
KEN BRUNO (Albemarle Corporation)
Indeed, Best Practices for additive addition are highly influenced by the additive type and any kind of refinery-specific factors. Albemarle offers a full line of not only additive products, but also integrated products with integrated technologies. Again, please consult the Answer Book for a description and our recommendation for when, where, and how to use all these products.
ALEXIS SHACKLEFORD (BASF Corporation)
With regard to the second half of that question about experience with incorporating additive functionality in the catalyst particle, BASF uses a separate particle vanadium trap. It allows the refiner to have additional catalyst flexibility when the vanadium trap is not incorporated with the active catalyst particles.
BART de GRAAF (Johnson Matthey INTERCAT, Inc.)
In the case of metal excursion, we find that it is beneficial to have the possibility of adding additives to mitigate deleterious metal effects. Various base catalysts can contain a built-in metal trap, and there are various additives available which trap metals. When using an additive, you can react quickly to metal excursions when you use, for example, a different type feed. There are advantages of trapping metals on a separate particle instead of keeping them in close proximity to the base catalyst particles containing Y-sieve.
JEFFREY BULL (Valero Energy Corporation)
Pre-blending additives that are used every day for operational controls (combustion promoter), for regulatory/environmental controls (SOx reduction additive), or for yield selectivity changes (ZSM-5) at a base amount is advantageous, because it reduces the complexity of getting those additives in the unit. I would always recommend having facilities be able to add an individual additive in addition to the pre-blended amount in the case of an upset or for a “quick boost”. We have very positive experience with incorporating FCC additive functionality in the catalyst particle. I am not able to relate specific details; but overall, we have had favorable experiences with this type of catalyst. We have completed trials with positive results and are looking to expand to other units.
JEFF KOEBEL (Grace Catalysts Technologies)
Grace has extensive experience with pre-blending and incorporation of FCC additive functionality into the catalyst particle. Specifically in this discussion, we will focus on:
JEFF KOEBEL (Grace Catalysts Technologies)
Grace has extensive experience with pre-blending and incorporation of FCC additive functionality into the catalyst particle. Specifically in this discussion, we will focus on:
• SOx reduction,
• LPG olefins maximization,
• CO promoter,
• Metals traps, and
• Gasoline sulfur reduction.
Pre-blending of separate additives is advantageous when they are used at a fairly constant rate on a continuous basis. This pre-blending eliminates operator action, minimizes the possibility of over- or under-dosing according to plan, reduces the need for additional additive loader equipment, and eliminates the need to handle totes. If the need for the additive is consistent but the usage rate is variable, it is possible to pre-blend additive functionality into the catalyst at a minimum concentration and then supplement with additional dosing as required. A potential scenario for this would be if a refiner is regularly adding a SOx-reducing additive. One may consider pre-blending the minimum amount and supplement with additional dosing via totes to maintain the desired SOx emission level. Finally, purchasing your FCC base catalyst and additives from a single source provides for single-point accountability for your FCC catalyst and additive needs.
If the additive is only used on a spot basis, or if the fresh catalyst addition strategy changes, it is certainly possible to over-add or under-add an additive in a pre-blend setup. Some potential operational concerns are prematurely hitting production limits with ZSM-5 or elevated NOx emissions from overdosing combustion promoter. Either scenario can be managed. We recommend working with your vendor’s technical service representative to optimize your logistics.
Grace has extensive experience with incorporating additive functionality directly into the FCC catalyst particle. We have been extremely successfully in incorporating both nickel and vanadium metals trapping into the catalyst system. In the matter of trapping nickel, it is important to trap the contaminant nickel in the FCC catalyst particle because nickel is not mobile in the catalyst section and needs to be trapped where it is initially cracked on to the catalyst. To do this, Grace utilizes a proprietary alumina that absorbs the nickel into the catalyst particle forming a stable nickel aluminate that is no longer active for dehydrogenation reactions. Grace has been highly successfully in utilizing this technique. Currently, more than 65% of our worldwide customers are taking advantage of this technology.
For vanadium trapping, incorporating a trap on the catalyst system can provide widely dispersed trapping capability to more effectively reduce the negative impacts of the contaminant. Grace’s IVT-4 is an integral rare earth-based vanadium trap that converts contaminant vanadium into an inert rare earth vanadate, greatly reducing zeolite deactivation and coke and gas production. Grace is currently using IVT-4 in 60%+ of our worldwide catalyst formulations.
Gasoline sulfur reduction is another technology that can be readily incorporated into the FCC catalyst particle. Grace’s SURCA® catalyst can be used to reduce gasoline sulfur by 25 to 35% on full-range gasoline. Refiners can utilize this technology to potentially extend FCC feed hydrotreater catalyst life, reduce naphtha hydrotreater severity to preserve octane, or run a higher FCC feed sulfur during FCC feed hydrotreater outages. Typically, these applications require the technology consistently over an extended period, so incorporating this technology into the catalyst formulation is appropriate.
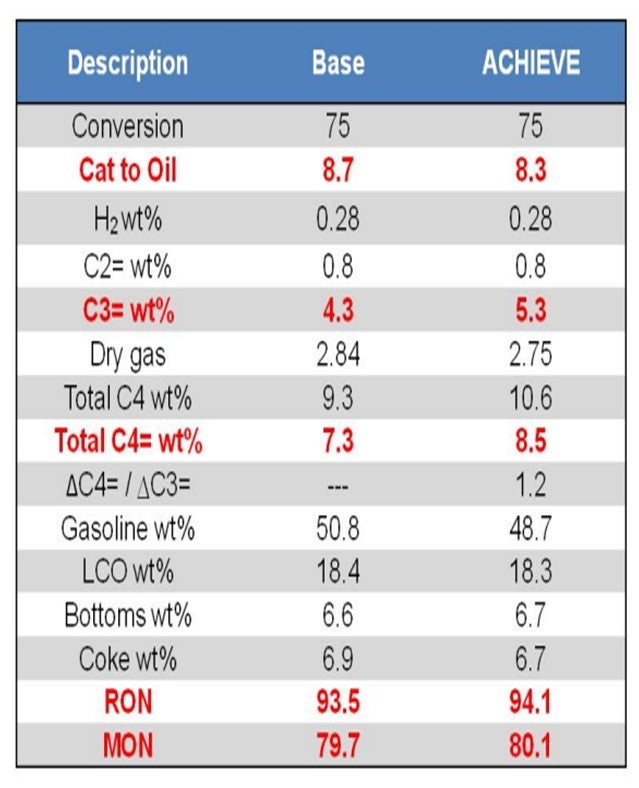
Finally, Grace has recently developed a new catalyst platform for unconventional feeds called ACHIEVE™. A common challenge reported by refiners operating on unconventional feeds, such as shale or tight oil, is a loss of gasoline pool octane, often caused by reduced volume of alkylation feedstock. ACHIEVE™ catalyst can be formulated with multiple zeolites to deliver an optimal balance of LPG-to-gasoline yield and an optimum level of butylenes to keep the alky unit full and maintain refinery pool octane. Incorporation of isomerization activity into the catalyst particle itself results in a more desirable yield pattern than would be realized by use of a traditional octane-boosting FCC additive. An example of the yield shifts possible with this technology is found in Table 1. At constant conversion, ACHIEVE™ delivers higher gasoline octane and higher LPG olefins, with preferentially more butylenes over propylene, providing more total octane barrels for the refinery.
RYAN NICKELL, CAREL POUWELS, and KEN BRUNO (Albemarle Corporation)
Best Practices for additive addition are highly influenced by additive type and refinery specific factors. For environmental applications like SOx control, excursions must be avoided. Separate addition offers flexibility and can also be tailored for feed quality and trouble situations. Pre-blending is utilized in limited cases where a refiner prefers to avoid operating and maintaining a second loader. In these cases, the refiner may also have less strict emissions requirements.
For after-burn control, many refiners prefer to have a separate additive that can be quickly added during emergency situations. If a problem is chronic, pre-blending is a viable and preferable option. Furthermore, chronic problems are well managed by technologies like Albemarle’s InsituPro™ whereby the additive is incorporated into the catalyst particle. In such cases, the active metal is deposited on every single catalyst particle, and optimal distribution in inventory is obtained.
Metal traps capture nickel and vanadium that degrade catalyst performance. The Best Practice with metal traps is direct incorporation into the catalyst. Vanadium species attack zeolite in the regenerator, and incorporation of the metal trap into the attack zone typically works best. Albemarle’s SMR technology incorporates vanadium capture and nickel control directly in the catalyst. Pre-blending is an excellent option when using bottoms upgrading additives like Albemarle’s BCMT™ technology or olefins-octane additives like DuraZOOM™.
Pre-blending simplifies logistics at the refinery and avoids the maintenance and overhead associated with operation of a second loader. Many refiners pleased with BCMT™ performance have ultimately transitioned to a full catalyst solution like UPGRADER™ for maximum bottoms cracking.
While the use of separate additives often offers flexibility to the refiner, in some cases this can lead to suboptimal performance. One salient example is the refiner who believes he can have best of both worlds and simply change between max gasoline and high or max propylene mode by the use of additives. When operating in a high or maximum propylene mode the use of a separate additive, combined with the max gasoline catalyst, will lead to suboptimal propylene yields due to activity dilution and inefficient chemistry. A true max propylene catalyst, like Albemarle’s AFX™, makes use of a proprietary zeolite technology (ADZT-150) with high activity and low hydrogen transfer structured to produce unsurpassed propylene, which never would have been achieved by the aforementioned combination of catalyst and separate additive.
Lastly, for refiners seeking maximum butylenes with minimal gasoline loss, together with octane improvement, Albemarle’s ACTION® catalyst, with its specialized zeolite technology (ADZT-100), is preferred. The use of this specialized zeolite technology optimizes the chemistry and maximizes performance compared with the use of a base catalyst and separate additive.
LARSON (KBC Advanced Technologies, Inc.)
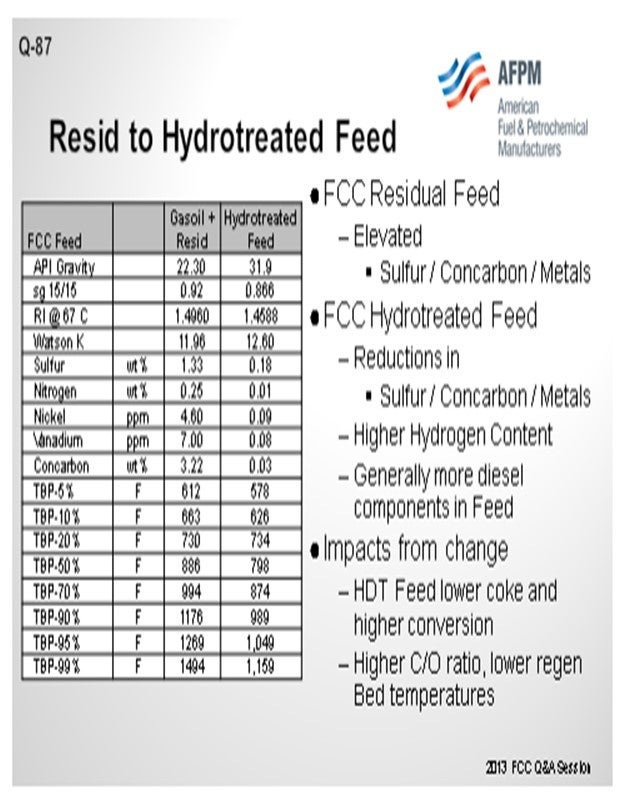
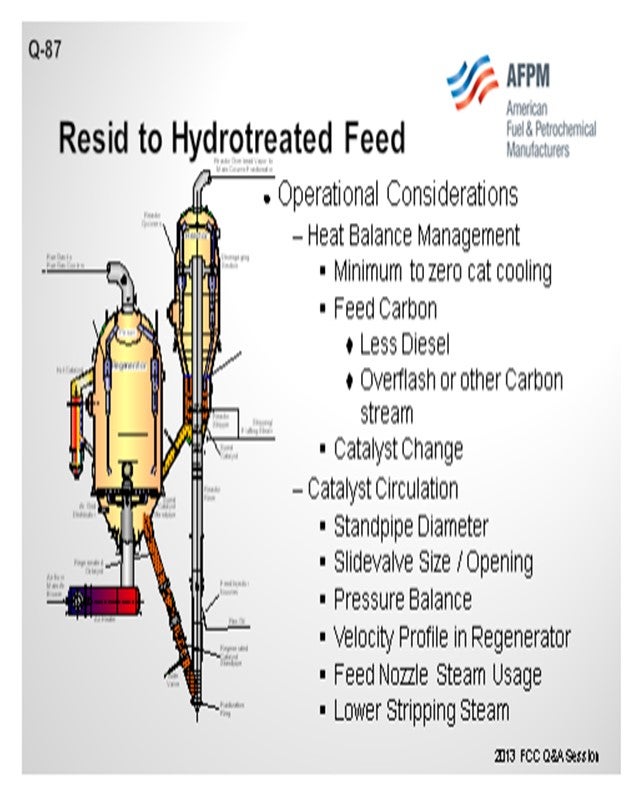
For the purpose of this answer, we will look at this as a resid cat cracker that would have a catalyst cooler or be in a two-stage operation. Any increase in feed hydrotreating which increases the portion of hydrotreated feed, or an increase in hydrotreating severity, will obviously improve the feed quality. The slide shows a representative material of a gas oil plus resid and then what it might look like on the basis of a hydrotreated feed. You will notice that by using Watson K or refractive indices, the quality of the feed improves quite substantially. We see that the Concarbon (Conradson carbon) is dropping quite significantly. In those cases, you will have a substantially different coke balance in the unit, and you will see the regenerator fall.
So, what are some of the conditions that you might evaluate to change the operation? One condition is that you will see a much higher cat-to-oil in the unit. Operationally, catalyst circulation itself will go up. The slide valve may need to be increased further. So, then what will be the counter-condition you will need to examine? Can you circulate the catalyst rate that is needed to operate? If you have a two-stage system and a cat cooler, can you keep the cat cooler in operation? Do you just turn it off completely?
Make sure you can get as much trapped diesel out of the unit as possible; because if you distill it in, even if it is only 10%, it will be acting like another cat cooler. With regard to catalyst change, we have a lot of catalyst vendors here. That may be one of the first product you examine in order to maintain the heat balance. You might also consider adding carbon. If you have hydrotreated feed, you can add carbon through the HCO recycle overflash, provided you can maintain the sulfur specifications on your products. You also need to consider the pressure balance to keep the unit operating within targeted range.
In a step change on the existing unit, if you are far enough away from turnaround, you might have to take actions that you would not do in an optimized situation, like reducing the actual steam to the feed nozzle to reduce mixing to allow the addition of carbon. Because it is a situation that exists now and has to be lived with it until the next shutdown, we have clients who have actually pulled steam out of the stripper and let hydrocarbon slip into the regenerator to keep up the profile, which allows them to run the unit. These are non-ideal situations and are done in lieu of mechanical adjustments so you can stay online. Before doing any of the above recommendations, you should consider first a catalyst change.
KOEBEL (Grace Catalysts Technologies)
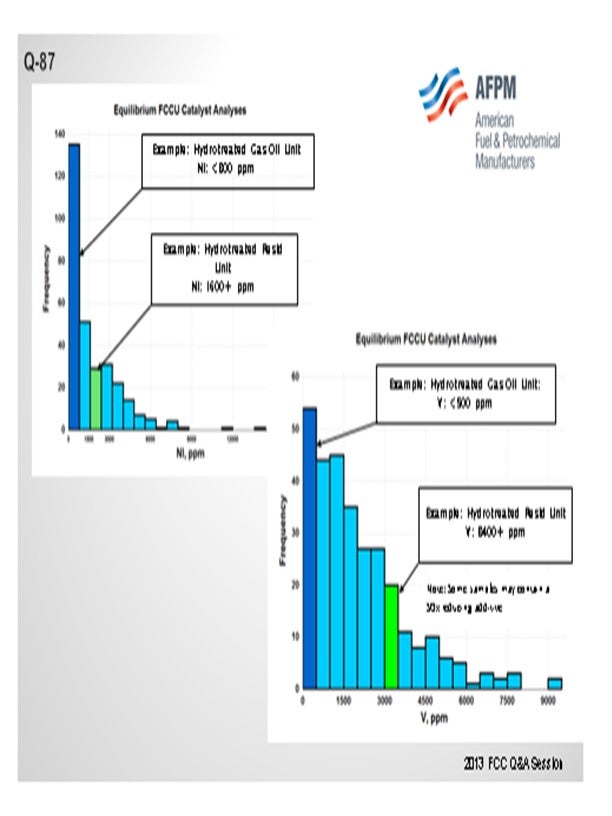
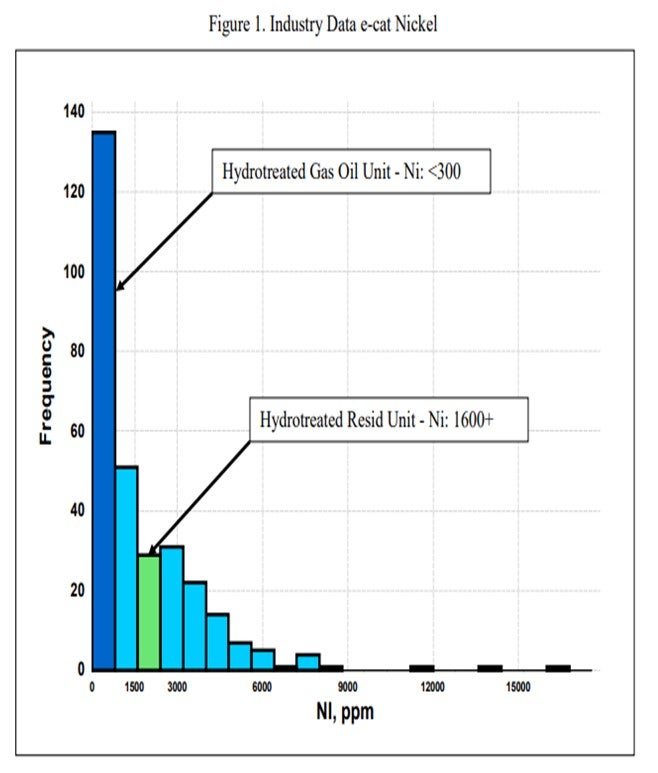
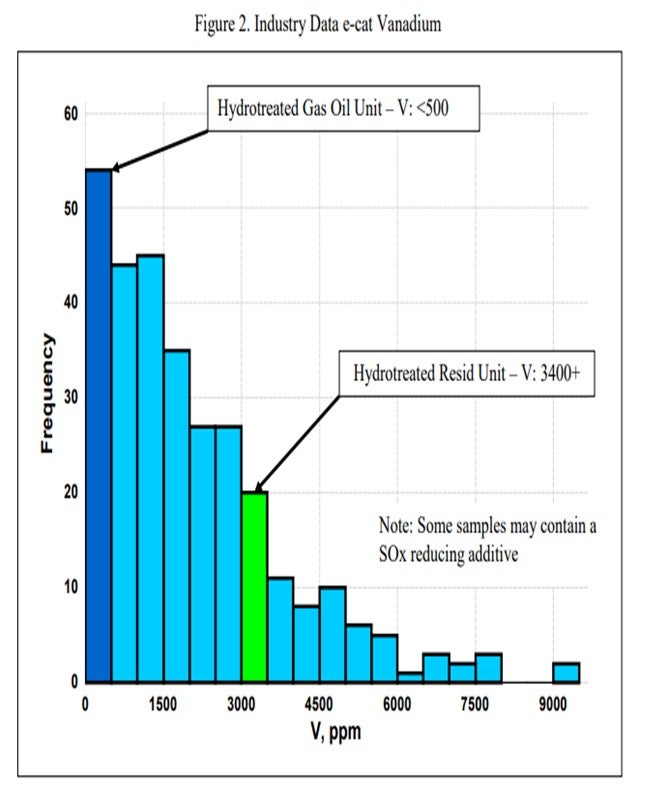
I want to add one comment about hydrotreated resid. I made a quick query of Grace’s worldwide catalyst database and found some examples of people running hydrotreated resid or partially hydrotreated resid. There were still very, very high levels of metals: much higher than you would consider for a traditional hydrotreated feed operation. Certainly, from a catalyst standpoint, a unit running some hydrotreated resid and a portion of actual resid can still have very high metals; so, you need to make sure you are considering that as part of your solution on the catalyst side as well.
Another phenomenon we see regularly is that the unit running some hydrotreated feed and some resid has a dumbbell-type distribution – a lot of light feed but also some 1300°F plus material – so that type of feed will not behave as if it was blended properly. So, consider the overall distillation of the feed when selecting catalyst as well.
JEFF KOEBEL (Grace Catalysts Technologies)
One catalytic challenge related specifically to resid units that process hydrotreated feed is delivering the proper balance of catalyst activity, metals tolerance, and bottoms cracking. Hydrotreated resid, or a mix of resid and some sort of hydrotreated feed, can still contain a significant amount of contaminant metals. One example of a unit processing hydrotreated resid has in excess of 1600 ppm Ni and 3500 ppm V on e-cat, which is much higher than traditional hydrotreated gas oil operations (Figure 1 and Figure 2). With this level of metals contamination, it is important that the catalyst have proper metals tolerance, which one does not normally think of when considering a hydrotreated feed. Having the proper balance of zeolite and matrix activity is also critical to achieve an optimal level of bottoms conversion. In instances where the feed is a mixture of hydrotreated and untreated resid, the resulting feed blend will not behave at all like a feed with its blended API and K factor. Therefore, the capability to optimize the zeolite and matrix balance in the FCC catalyst becomes even more critical.
MEL LARSON (KBC Advanced Technologies, Inc.)
For the purposes of this answer, the designation of resid FCC will be defined by those units with either a catalyst cooler or a two-stage operation. Any increase in feed hydrotreating (either increased hydrotreater severity or an increased portion of the feed being hydrotreated) will improve the feed quality resulting in a lower regenerator temperature. Resid cat crackers, which are designed to burn large amounts of coke, often have problems maintaining sufficiently high regenerator temperature with treated feeds.
When the coking tendency of the feed drops or lowers dramatically, it is a good time to review the crude and vacuum unit operations and any post-hydrotreating fractionation to ensure that the diesel content of the FCC feed is reduced as much as possible since light boiling feed will reduce regenerator temperature. We have found several instances where a minor revamp of the vacuum unit allowed an increase in the vacuum gas oil cutpoint by up to 90°F (or more). This results in more and heavier charges to the FCC, which will increase regenerator temperature.
The normal considerations with lower regenerator temperatures are catalyst circulation issues and regenerator combustion profiles and carbon removal from the catalyst that are very different than the design basis. Therefore, the objective is how to maintain regenerator temperatures that keep the unit within reasonable operating parameters. Operational changes are defined as follows:
• Minimize heat removal via catalyst coolers or quench systems as much as possible. Longer term and depending upon the situation, eliminating regenerator heat removal system could be considered.
• With two-stage regeneration systems, minimize air rate and coke burning in the first stage and shift it to the second stage so a greater percentage of the coke is burned in the total combustion mode. For single-stage regenerators with cat coolers, move toward total combustion with minimum excess oxygen in the flue gas if the unit is in partial combustion.
• Consider a catalyst change. RFCC (resid FCC) units typically use catalyst with low coke selectivity to help minimize regenerator temperatures. Whenever a significant change in feed quality is anticipated, a catalyst evaluation should be conducted to assure that the best catalyst for the new operation is selected. Moving from a low coke-selective catalyst to a high coke-selective catalyst can add 30°C to 50°C to the regenerator temperature.
• Add slurry recycle to the riser.
• Lower stripping steam.
• Lower dispersion steam.
• And lastly, introducing torch oil (in the extreme case) can be considered. The addition of an external fuel source directly to the regenerator (torch oil) has a deleterious effect on the FCC catalyst.
Lower coke yield or lower regenerator temperatures can be an especially severe problem for units with two-stage regenerators. With some of these designs, some coke must be burned in partial combustion; so, there may well be insufficient heat available to run the unit on gas oil or severely hydrotreated resids. This really highlights the need to consider feed flexibility when designing new units as changes in relative crude prices, crude availability, or product specifications (especially sulfur content) can make resid cracking unattractive.
Despite the drawbacks of reducing stripping steam mentioned earlier, we have at least two clients who, after exhausting the other options, have found it economical to do this rather than continue to charge resid to the FCC. In one case, this was a temporary solution used until a catalyst reformulation could be put into effect. In the other, it is still used as a trim variable.
Hardware changes to consider accommodating higher catalyst flux rates would include, but not be limited to:
• Elimination of heat removal system on regenerator,
• Review of standpipe and slide valve sizing, and
• Expansion of capacity given that the air blower is less constrained.
Consider post-treat options that allow a more carbonatious feed.

