Welcome Reception
Session Start End
-
CARLSON (Criterion Catalysts & Technologies)
There were a number of questions this year that requested information about how to effectively utilize low-cost hydrogen to increase refinery volume yields. To fully explore this theme, a Principles & Practices session will follow the Q&A and will cover the Strategies for Leveraging Low-Cost Hydrogen, including:
• Low-capital expense options (near-term),
• Product volume gain options,
• Optimizing H2 usage,
• Technology-based options for large capital projects (mid-long term), and
• Upgrading via H2-addition instead of carbon-rejection
Currently, as natural gas production hits unprecedented highs, we are fortunate that the cost of both natural gas fuel and hydrogen production has dropped to the lowest levels in the past decade. This cost-savings offers the opportunity to increase our utilization of low-cost hydrogen with the benefit of both higher liquid volume yields, as well as the capability of increasing the production of higher value products. Combined with the process efficiencies and capabilities gained in our facilities during the clean fuel's implementation, this current global advantage enables us to improve facility margins.
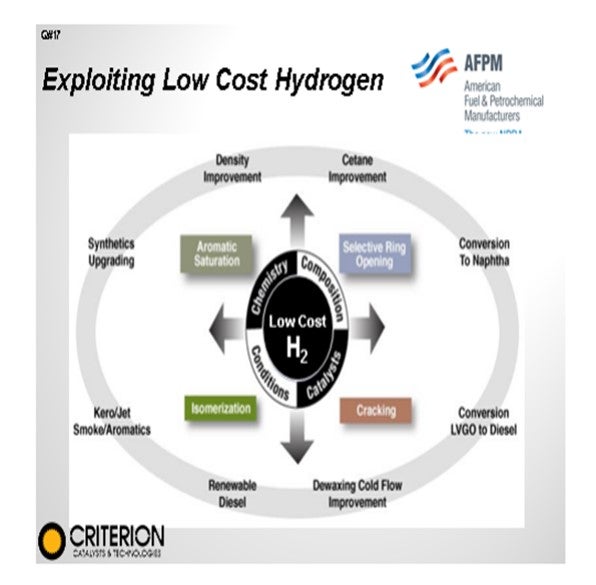
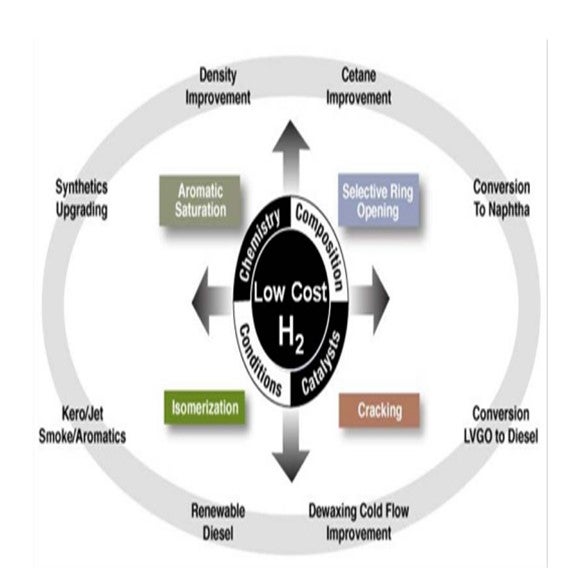
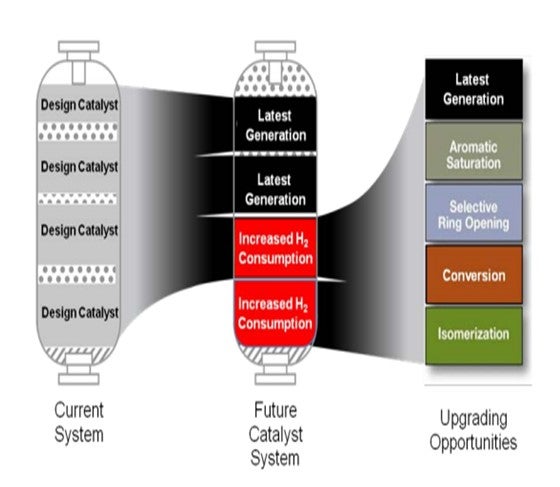
The chemistry available to us includes sulfur and nitrogen removal, aromatic saturation, selective ring opening, hydrocracking/conversion, and isomerization. With the implementation of clean fuels projects and continued catalyst development, many refiners are in the position of moving towards increased hydrogen uptake and reaping its benefits with minimal further investment.
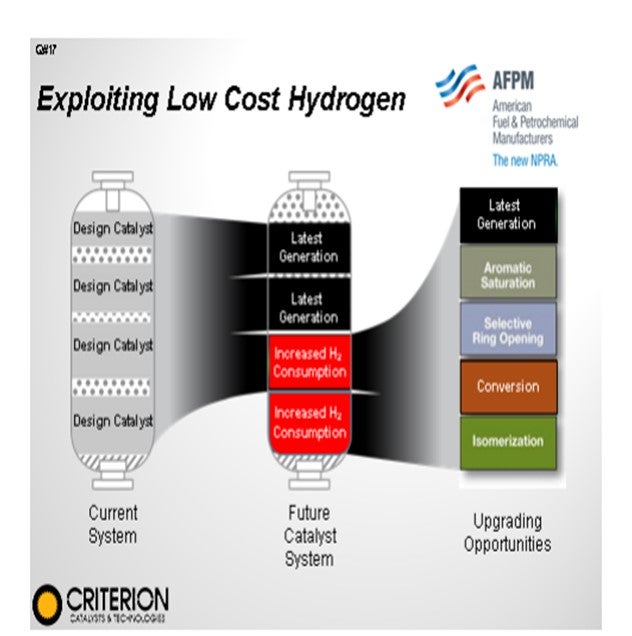
We have all spent a lot of time and energy increasing our hydroprocessing assets’ capabilities as we drive for clean fuels production. As we have done that development, advances in catalyst technology continue and have resulted in many “original” hydroprocessing unit designs now having additional underutilized capabilities. Many of these designs can be exploited with drop-in solutions during a catalyst changeout. By utilizing advances in catalyst capability, we can effectively provide additional reactor volume to provide further hydrogen utilization upgrades and extend days-on-stream or further increase unit capability by the application of additional upgrades utilizing the following technologies.
• Aromatic saturation can further enable density upgrades, smoke-point improvements, feed difficulty capability, and FCC yield gains.
• Selective ring opening will further improve density and volume swell while improving diesel cetane.
• Conversion via hydrocracking (distillate, VGO, resid) can minimize lower value fuels while increasing product quality and margins.
• Isomerization will improve distillate cold flow properties
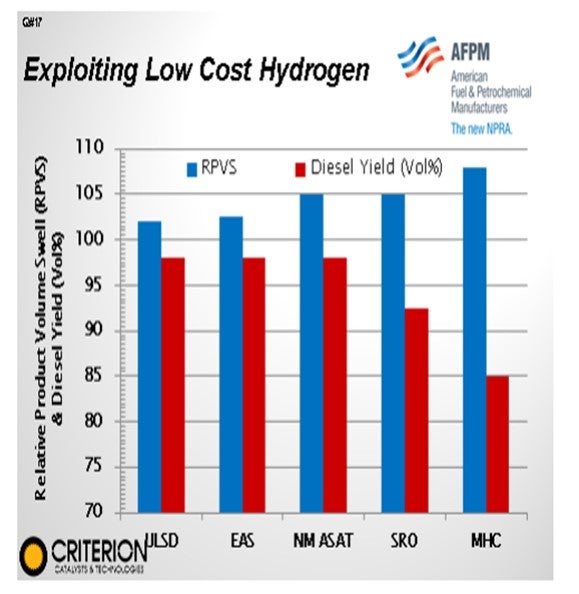
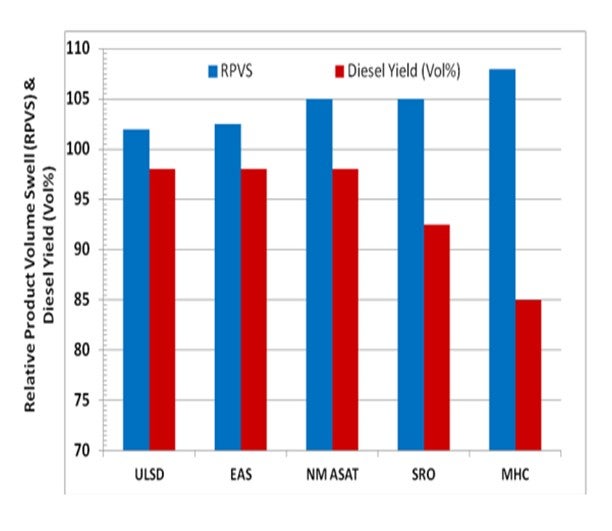
This graph highlights the impact of volume swell in distillate yield when applying some of the various technologies available. As you can see, the ultimate technology selection we choose for our own sites will really be dependent on the yield in volume gain for our facilities. We can really push the volume gain going to mild hydrocracking; however, we will start losing distillate selectivity. So, there is a wide range of options to evaluate when determining what is best for our facilities.
Beyond the gains we may be able to achieve with a drop-in solution, further capabilities can often be realized by combining these options with additional process improvements that can fit within a normal turnaround window. Improving reactor internals and instrumentation/control, as well as ensuring that the recovery and fractionation sections are in optimal condition, can all help push the level of performance while maintaining operational reliability and flexibility.
BODOLUS (CVR Energy)
Reactor internals have many benefits for you including increasing efficiency, extending turnaround intervals by improving gas to liquid distribution, and reducing hot spots. However, the tray hardware is often very expensive and difficult to install, so the costs need to be balanced by qualified economic benefits.
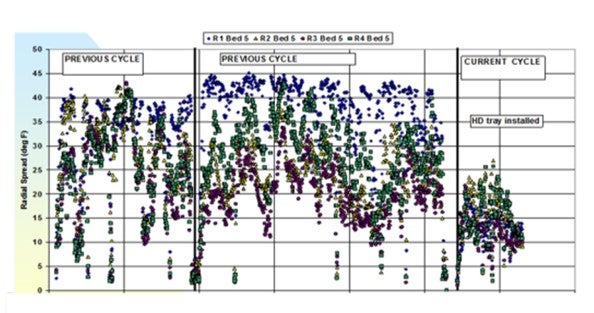
As far as the performance assessment, unit engineers can use techniques to track radial profiles versus axial profiles. There are many other examples of pulse technology in the Answer Book. I know Kevin included good examples in his response, in addition to tracer studies. Also, outside vendors will help you prove that you need new trays and provide justification for them. One issue I have come across in the last 10 or so years is having new generation trays that show a significant decline in performance in use. You cannot really justify a whole new set of trays, primarily due to the fact that these trays have gotten fouled out and dirty. Also, it is often very, very, very difficult to clean them during the short window of a turnaround outage.
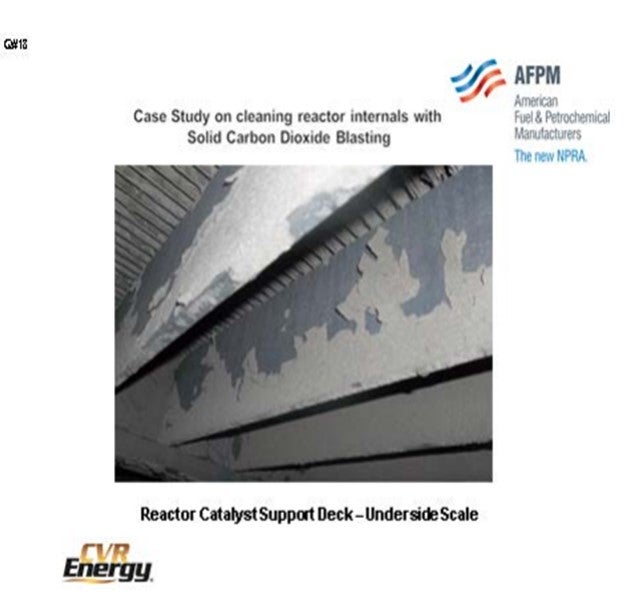
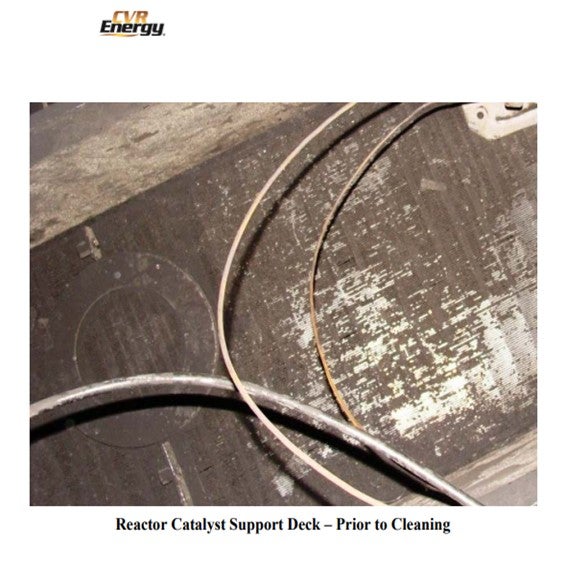
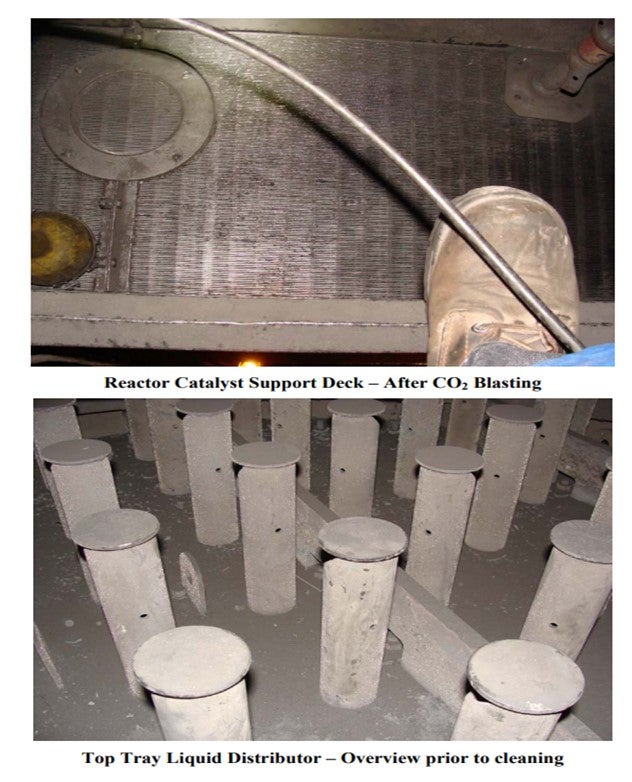
I have a case study with a couple of photos that are worth a thousand words. The case study was on solid CO2 (carbon dioxide) blasting. Shown are the innards of a typical hydrotreating reactor. This is the catalyst support bed. The catalyst pellets get embedded in that Johnson screen down at the bottom. The wedge wire is very difficult to clean. It could take a guy a couple hours to clean this.
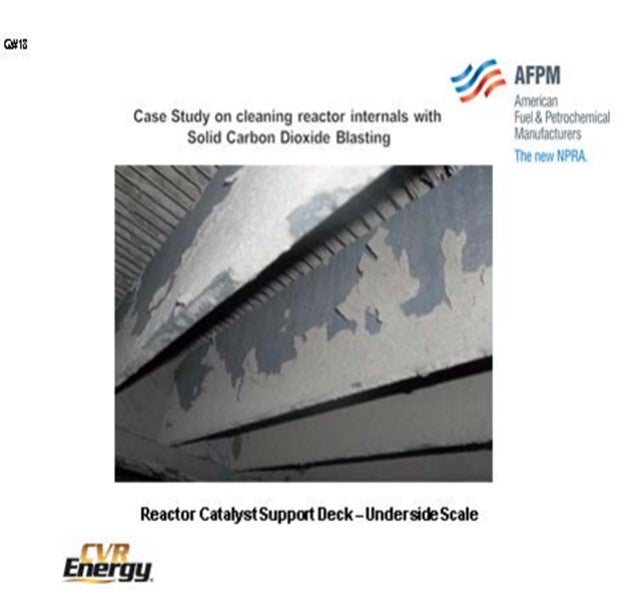
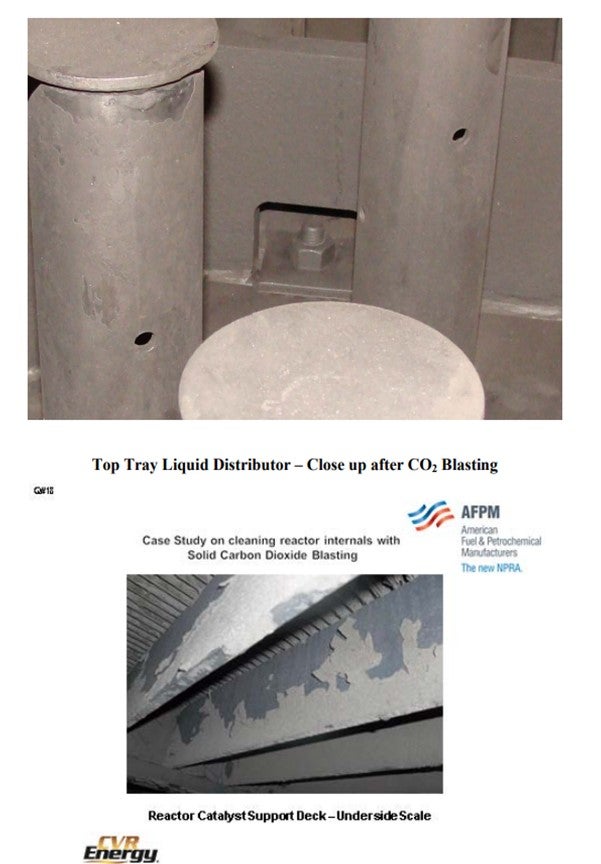
The next photo shows you underneath the hood and the tray support. As I mentioned a little earlier, you will find iron sulfide scale there. And if you look up into the nooks and crannies, you will see all of these sheet-like deposits that can break off later. If you do not clean them out, they might break off later and cause you liabilities of pressure drop in your bed and maldistribution of flow.
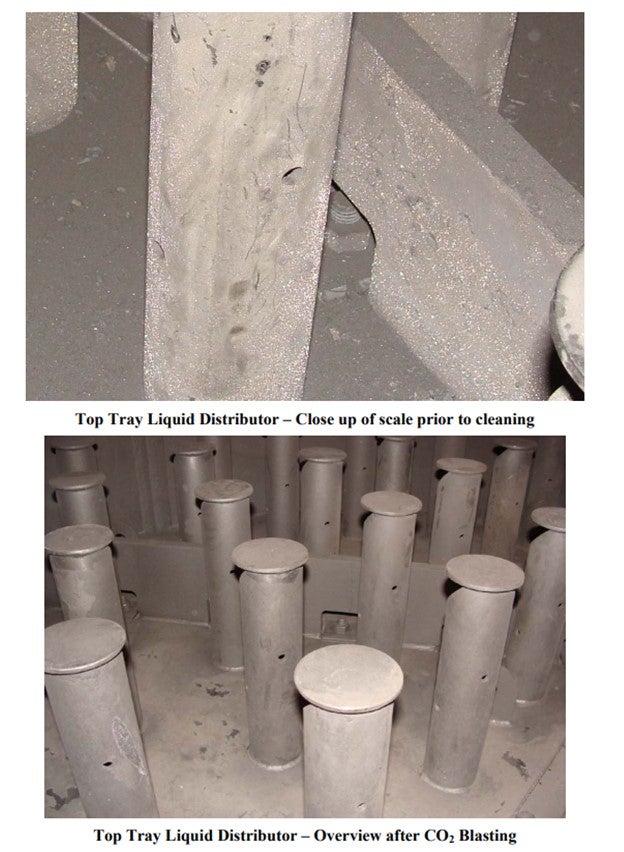
The next slide shows the liquid distributor. It accumulates debris on the deck of these things. And if you look closely, you can see the iron sulfide scale all over the place. Historically, I have tried a lot of different techniques; hydroblasting done in with Tanner K hydroblasters. Two or three days later, the turnaround guys are all over you because you are still cleaning up the mess.
The next slide shows some of our success. From a distance, it might not look like it, but the wedge wire here is 80% to 95% better than it was when we started. If we zoom in on the picture, you can see the lights underneath. This picture shows that same distributor tray after it was been cleaned up with solid CO2 blasting, which is good because the CO2 just sublimes away. There is nothing to brush up or clean up, with the exception of just the dust that has formed.
This slide shows that same situation. This solid CO2 blasting gets into all of the little nooks and crannies and cleans things out. I want to tell you, it was a long shift. These tray pictures were taken after one 16-hour shift inside the reactor, which would have normally taken multiple shifts to do this level of cleaning with mechanical hand tools and vacuums.
ROBERTSON (AFPM)
That is the response from the panel. Kevin and James have responses in the Answer Book.
PUI-NANG LIN (Flint Hill Resources, LP)
Very impressive pictures on the CO2 blasting performance! Are you doing this blasting under inert atmosphere, or do you have a concern about the confined space situation with CO2?
BODOLUS (CVR Energy)
This reactor was turned over to air, but the CO2 blasters do have the same inert atmosphere headgear. They have all of the requirements of an inert atmosphere entry. Even though the reactor is under air or under inert, it does qualify for all of the inert entry procedures. So yes, they operate as if the unit was inert.
PUI-NANG LIN (Flint Hill Resources, LP)
Do you use a specialized company to do this, or did your company personnel do this blasting in-house?
BODOLUS (CVR Energy)
It is a specialized skill that requires specific equipment, as I understand, and there are a number of folks who offer this service. I do not want to advertise any of them, so just contact someone who does solid CO2 blasting and can demonstrate it with a track record at refineries. We have also used convective section tubes in heaters, and the results are amazing.
CARLSON (Criterion Catalysts & Technologies)
There were a number of questions this year requesting information to how we can effectively utilize low-cost hydrogen to increase our refinery volume yields. To fully explore this theme a Principles & Practices session will follow the Q&A covering the strategies for leveraging low-cost hydrogen including:
• low-capital expense options (near-term) including product volume gain options and optimizing H2 usage,
• technology-based options for large capital projects (mid-long-term), and
• upgrading via H2-addition instead of carbon-rejection.
We are currently fortunate that with natural gas production hitting unprecedented highs that the cost of both natural gas fuel and hydrogen production have dropped to the lowest levels in the past decade. This offers the opportunity to increase our utilization of low cost hydrogen with the benefit of both higher liquid volume yields, as well as the capability to increase the production of higher value products. Combined with the process efficiencies and capabilities gained in our facilities during the clean fuels implementation, this current global advantage enables us to improve facility margins. According to a recent Hart Energy report, U.S. refiners have a greater than $6 per barrel advantage over Asian competitors.
The chemistry available to us is sulfur and nitrogen removal, aromatic saturation, selective ring opening, hydrocracking/conversion, and isomerization. With the implementation of clean fuels projects and continued catalyst development, many are in the position to move towards increased hydrogen uptake and its benefits with minimal further investment.
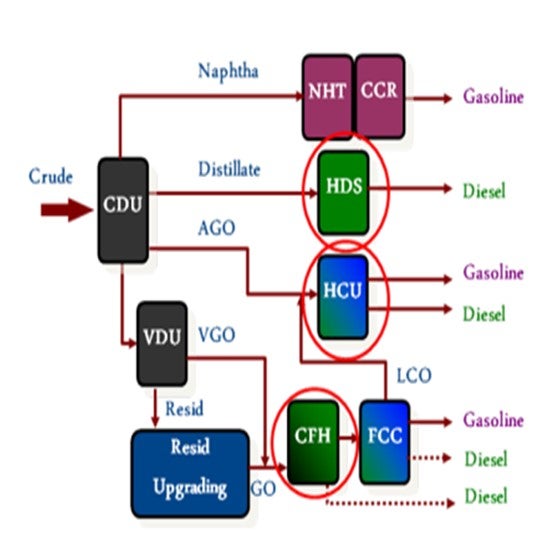
Looking at the existing applications in our refineries that can potentially increase hydrogen utilization we have a wide range of upgrade potential across the boiling range. To facilitate an accelerated implementation of this current opportunity we would first focus on what can we do with our existing distillate and heavy gas oil units to maximize volume gain and product quality benefits with “drop-in” solutions.
Development and advances in catalyst technology continue following the significant R&D efforts employed during the global clean fuel's initiatives. This has resulted in many “original” hydroprocessing unit designs now having additional underutilized capabilities, many of which can be exploited with drop-in solutions during a catalyst change out. By utilizing advances in catalyst capability, we can effectively provide additional reactor volume for further hydrogen utilization upgrades and the extension of days onstream. Examples of the benefits available through catalyst advances are described below.
• Aromatic saturation can further enable density upgrades, smoke point improvements, feed difficulty capability, and FCC yield gains
• Selective ring opening will further improve density and volume swell while improving diesel cetane.
• Conversion via hydrocracking (distillate, VGO, resid) can minimize lower value fuels while increasing product quality and margins.
• Isomerization will improve distillate cold flow properties.
Beyond the gains we may be able to achieve with a drop-in solution, further capabilities can often be realized by combining these options with further process improvements that can fit within a normal turnaround window. Improving reactor internals and instrumentation/control and ensuring the recovery and fractionation sections are in optimal conditions can enable pushing the level of performance while maintaining operational reliability and flexibility.
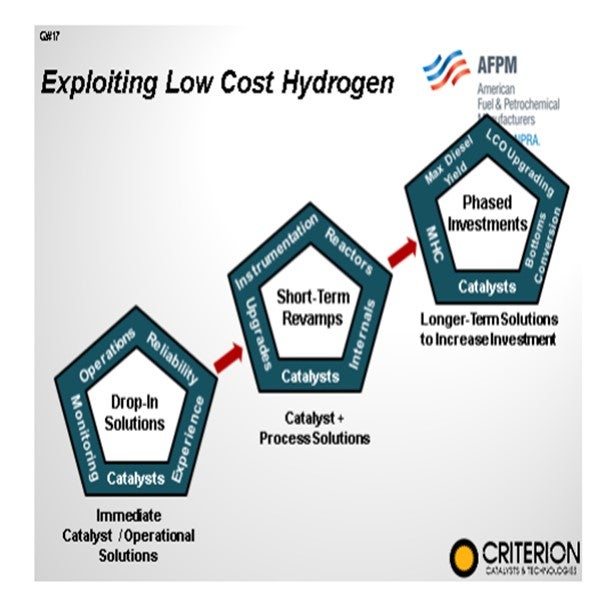
The assets and economic situation of each refinery are unique, but new projects large and small can enable survival and even thriving in difficult economic times by including reliable and flexible technology selection. Taking advantage of the current low hydrogen and fuel costs to increase and upgrade our transportation fuels can be done with a combined effort of utilizing immediately available drop-in solutions, short-term revamps that increase capabilities of assets, and longer-term projects for taking advantage of global market fluctuations.
Today, advances in hydroprocessing technologies and reactor design are providing refiners the ability to meet these challenges, enabling reliable, successful operations into tomorrow.
STEFANO MELIS (Albemarle Corporation)
Hydrogen addition is one of best ways to increase refinery volume gain considering the current low cost for hydrogen. The easiest solution is to resort to more active hydrogenation catalyst in distillate or VGO hydrotreaters.
Regarding ULSD units, application of very active hydrogenation catalyst is recommended only if unit pressure is on the high side. At low pressure, additional aromatic saturation is often limited by thermodynamic equilibrium so that application of active hydrogenation catalyst is much less effective and may even reduce cycle length. In these units it is preferable to operate with the most active desulfurization catalyst. To maximize hydrogen uptake, the unit is operated close to its maximum aromatic saturation point right from start-up,
allowing sulfur giveaway. Operating temperature is kept constant until the S (sulfur) specification is hit and then progressively increased to compensate for catalyst aging. Such a strategy provides an average density gain by 0.5 g/l (grams per liter) to 1.0 g/l over the course of the cycle.
At higher pressure levels (i.e., hydrogen partial pressure at reactor outlet above 600 psi to 700 psi) use of catalyst with high hydrogenation power may lead to a significant volume gain of up to 5 g/l depending on unit specific conditions. However, application is not always straightforward. Extremely active hydrogenation catalysts have a tendency to coke due to local hydrogen deficiency, at the top of the reactor, for instance. In general, an optimal catalyst design technology (such as Albemarle’s STAX® technology) is recommended in which catalysts are sequenced according to the reaction chemistry of a particular location in the reactor. Very active hydrogenation catalysts are placed where they are most effective.
Evaluation of hydrogen addition in VGO hydrotreaters is more complex since economics is related to the modification in the yield structure of the downstream FCC unit. Also for this case, hydrogen addition can be achieved through dedicated catalytic solution coupled with dedicated operating strategies. Once again, if hydrogen pressure of the unit is on the high side, there are more possibilities to improve the density gain. In general, better density gain in the VGO hydrotreater corresponds to higher conversion and better product quality (with particular reference to light cycle oil) in the FCC unit. However, coke formation in the FCC tends to decrease and this might become limiting.
Another approach to improve the density of the VGO hydrotreater (particularly those operating at high pressure) consists in the increase of severity, with particular reference to the operating temperature. In this way, the main result is the increase in the conversion to middle distillate which is anyway balanced by a reduction in cycle length. Such severity increase also leads to a decrease of bottoms density (with related modifications in FCC yield structure) and always to an increase in hydrogen consumption. Of course, a reduction of bottoms throughput is consequential.
One way to improve refinery volume gain is to modify the operation of the conversion units; for example, shifting some feed from coking/visbreaking units to hydrocrackers (i.e., cutting the VGO deeper). Such an approach may be favored by the low hydrogen cost; but since it affects refinery yield structure, other market specific factors may overrule
BODOLUS (CVR Energy)
The primary incentive is catalyst life and the ability to meet turnaround intervals. Gas and liquid distribution improvement results in increased catalyst performance and potentially longer catalyst life. Reactor internal upgrades may consist of quench decks, mixing chambers, and improved liquid distributor trays. Reactor internals are expensive and can take considerable effort to install. Costs can be readily defined up front, but “hard dollar” economic benefits are more difficult to quantify.
Assessing performance can be done on temperature distribution within the bed where the ratio of radial distribution (across a bed level) is tracked with axial distribution (bed temperatures at increasing bed depth). The technique requires the existence of multiple thermocouples in the bed, which is typically an upgrade that is done when internals are changed out.. A typical guideline for good distribution within a reactor is for the radial differential temperature (DT) to be 10% to 15% of the axial DT. A radial-to-axial profile in excess of 20% may indicate inefficient distribution or bed channeling. Tracking the radial-to-axial profile with reactor rate will help define turn-down limits or indicate that better technology is needed for the particular operating scheme being used.
As reactor internals become mechanically complicated, maintaining cleanliness becomes important for continued performance. Modern internals provide efficient gas and liquid distribution in a minimum space, but cleaning them to maintain performance on subsequent outages is difficult and time consuming. Under inert conditions, manpower inside the reactor is limited and detailed inspections for cleanliness often depend on video cameras that only show what they are pointed at. If the reactor is exposed to normal atmospheric conditions of oxygen and moisture, it can cause normally adherent iron sulfide scale to curl and flake-off. The longer the reactor is exposed to atmospheric conditions, the higher the prospects that the initially adherent scale will curl and flake.
Pre-cleaning the reactor with chemicals at the start of the turnaround can be effective in hydrocarbon deposit removal, but the inorganic scale on the reactor internals needs mechanical force for removal. Cleaning with manual labor is highly dependent on the workforce and accessibility. Hydro blasting has been used with some success, but it has a lot of potential drawbacks. Solid carbon dioxide blasting has shown excellent results as it is very effective in dislodging scale and deposits from traditionally hard to reach places.

CARLSON (Criterion Catalysts & Technologies)
Catalytic hydroprocessing technology has been applied for many years in the upgrading of refinery hydroprocessing streams. The reactions are typically carried out in co-current adiabatic fixed-bed reactors.
The performance of such reactors is determined by the loaded catalyst and also, to a large extent, by the design of its internals. In the last 15 years, there has been considerable attention for the issue of maldistribution in vapor/liquid hydroprocessing applications: insufficient distribution of gas and liquid inside the reactor leads to underutilization of the catalyst and local hot spot formation. This has detrimental effects on catalyst cycle length, product quality, unit reliability and process safety. In a number of articles published, successful revamps have been presented, showing how installation of state-of-the-art internals had positive effects on these parameters, as well as provide an economic way to debottleneck units for refiners everywhere in the world.
When considering upgrading reactor internals in an existing hydroprocessing application, the economic gains can be realized from a number of operational capability improvements:
• Increased operational cycle life, reducing both long-term maintenance and catalyst costs,
• Improved product qualities and yields,
• Reduced capital expenditures for revamps to meet process improvement requirements, and
• Increased safety and reliably
When reviewing the benefits, the first step is to understand what operational limitations currently constrain the overall economic value of the unit’s performance, such as
• A pressure drop resulting in early unit shutdowns,
• A high radial delta T resulting in a limited EOR operating temperature,
• Unit activity limitations resulting in either lower-than-desired feed rates or shorter-than-desired operation cycles, and/or
• An inability to meet product specifications with current performance.
In many hydroprocessing units, utilizing upgraded internals can relieve these constraints.
via:
• Removal of foulants and contaminants with a scale catching or filter tray,
• Improved catalyst utilization due to a homogenous distribution with a high dispersion tray,
• Thermal uniformity and quench injection with an ultra-flat quench mixer, and/or
• Increased active catalyst loading via reduced need for hold down material, quench zone “straight wall”, and bottoms inerts.
In one of many examples, the figure below highlights the improvement in flow distribution in a hydrocracker as indicated by the reduction in radial temperature deviations. This improvement had the benefit of opening the operating window of the unit and extending the cycle life, as well as increasing performance due to improved catalyst utilization.
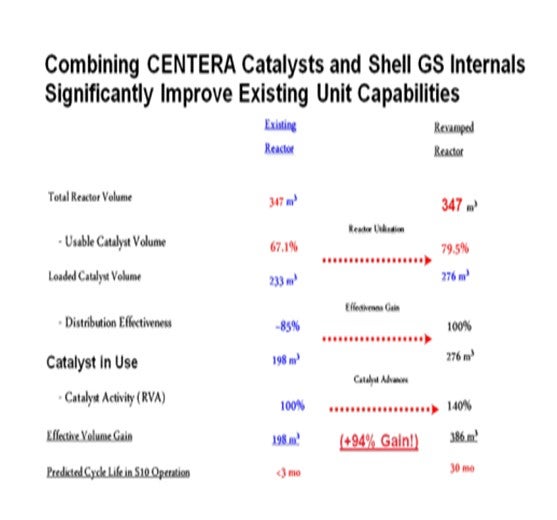
As many existing hydroprocessing units can take advantage of improved internals, combining advanced reactor internals with recent catalyst developments can significantly increase process capability. In the example summarized below, and recently presented at another industry conference, this approach was used to revamp an LSD unit into ULSD service while minimizing the cost and complexity of the required revamp.
Diagnosing existing operations can be accomplished by a number of approaches.
• Day-to-day radial temperature spreads
• Evaluation of radial to axial temperature spread ratios
• Kinetic response test
• Radio-Isotope tracer studies
• Pulse test: transient temperature change response study
Often current performance has been preliminarily evaluated by the review of the day-to-day temperature reading. While this can indicate potential issues in the reactor, a snapshot of temperature deviations does not provide sufficient information to accurately judge performance as many things can lead to these observations such as catalyst fouling or loading problems, as well as in some sections of reactor beds poor operation may masked due to low axial temperature changes. A pulse test in which a small temperature change is introduced into the reactor sections is a very easy way to qualitatively diagnose potential distribution, fouling, or mixing issues in the reactor beds. In addition, Shell Global Solutions has a detailed analytical approach that utilized pulse test data to provide a quantitative evaluation of current performance. and providing a measurement of potential performance.
ESTEBAN (Suncor Energy, Inc.)
The major economic incentives to justify upgrading reactor internals are increased catalyst utilization and minimization of hot spots resulting in increased catalyst life cycles (unit availability), increased capability to process more feed or more difficult feed, improved product quality, and in some cases improved yields. The performance of reactor internals can play a huge role in the overall performance of a catalyst system because catalyst life cycles are optimized by proper reactor flow distribution, good mixing with quench streams, and minimization of reactor weighted average bed temperatures (WABT). In cases where the metallurgical design temperature limitations of the reactor and heat exchange equipment determine end of a catalyst cycle, minimizing hot spots can extend catalyst life cycles by permitting operation to higher maximum WABTs. When product quality dictates catalyst life cycles, the improvement in product quality due to improved flow distribution can also extend cycle life by permitting operation to higher maximum WABTs. Unfortunately, in some cases catalyst life cycles are limited by overall reactor pressure drop which can reduce unit feed rates to less than desirable levels and/or heat transfer equipment limitations that will not permit on-specification operation at higher rates, both, impacting overall refinery throughput. In these cases high performance reactor internals have the potential to improve catalyst life cycle performance extending run lengths which relates to both reduced catalyst costs and increased refinery throughput. In addition to improved unit availability, upgrades to reactor internals can provide improvements in product yields, which are more evident operating at high WABT at the end of cycle or high conversion rate when considering modifications to hydrocracking units.
The two key benefits to high performance internals are even distribution and improved quench mixing. Improvements in reactor distribution and quench mixing result in a more even use and deactivation of catalyst lowering the severity required to meet product specifications. As well these improvements can reduce the potential for formation of pressure drop depending on the contributing causes for excessive pressure drop and assuming proper catalyst loading. In some cases the current performance of reactor internals can be implied by comparing the average final reactor bed outlet temperature to the combined temperature of the stream in the piping downstream. A large difference in these values can indicate poor distribution.
In order to provide a better measure of improvements in distribution and quench mixing, one simple method using existing equipment Suncor Energy, Inc. has employed to evaluate reactor internals performance is the statistical analysis of data provided from temperature pulses. The method of analysis is based on the principle that if the distribution in a catalyst bed were perfect, a temperature pulse initiated at the top of the bed would travel down and reach each point in any horizontal plane simultaneously. In addition, if the uniformity of catalyst activity and catalyst loading were perfect, the temperature difference between each point in any horizontal plane and the bed inlet temperature would be the same. This concept of perfect distribution is used to evaluate the performance of the old internals versus the new internals, as well as provide information regarding the gap between perfect distribution and actual performance to determine the potential benefits of upgrading internals. The following describes the test method previously used by Suncor Energy, Inc. sites:
Test Method: During a test run or several runs, the temperature at the inlet of each bed is reduced by approximately 5°F and then increased back to its original setting. Data from every available bed temperature indication (TI) is then collected. Using all available temperature data, three variables are calculated for each temperature signal.
1. Delay time: The amount of time that it takes for a temperature pulse to reach a TI.
2. ∆T: The temperature difference between each TI and the average bed inlet temperature.
3. Gain: The derivative of each TI with respect to the average bed inlet temperature. For example, if the bed inlet temperature was increased by 1°F and the TI increased by 0.5°F as a result, the gain would be 0.5.
With perfect distribution, a plot of ∆T versus delay time would show a near-linear correlation with a coefficient of determination, R2, equal to one. The R2 of the ∆T versus delay time correlation for each bed is used to determine the nearness to perfect distribution.
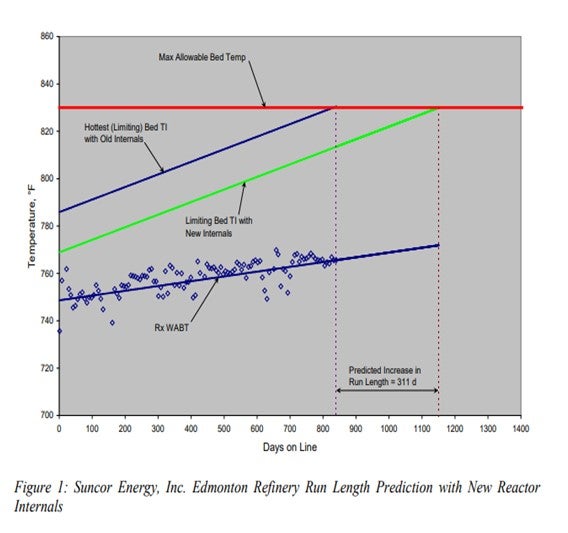
Using the previously described method several Suncor sites have been able to determine the performance improvements resulting from tray modifications and have been able to achieve distribution results in the 0.9 to 0.95 range. The following figure displays the improvements from a project in our Edmonton Refinery in 2005.
In addition to the benefits mentioned above, the installation of new trays in hydroprocessing reactor vessels can provide additional reactor volume for catalyst and provide ease for maintenance personnel, increasing cycle length and reducing shutdown timing respectively.
SUBHASH SINGHAL (Kuwait National Petroleum Company)
Increased catalyst cycle length, more selective yield pattern, and reduced temperature mal distribution are some of incentives to justify reactor internals upgrade. For units facing temperature mal distribution and product selectivity, upgrading internals may prove a quick win. Test run on product pattern SOR to EOR and temperature spread across catalyst beds are some performance measures of internals.
ANDRE SCHAAP (Albemarle Corporation)
With product specifications becoming tighter and feedstocks becoming more difficult to process, maximum catalyst performance is needed. It is, therefore, of the utmost importance that there is no loss of catalyst performance or efficiency due to improper reactor internals. Reactor internals should make sure that all catalyst is fully utilized. The distribution throughout the reactor should be as close to perfection as possible and maldistribution should be avoided at all times. Any form of imperfect distribution will lead to losses in overall performance and efficiency.
Upgrading reactor internals to achieve a better distribution will lead to a higher efficiency of the catalyst system. This will, in turn, lead to higher catalyst performance. A system with a higher performance can:
• Run longer cycles,
• Run with lower product S/N,
• Run with higher aromatic saturation (more density/cetane uplift),
• Process higher throughput, and
• Process more difficult feedstocks.
As economic incentives cannot be linked directly to reactor internals, one should assess the economics of above parameters when evaluating reactor internal upgrades. This is particularly important for units that operate at high severity and require the highest catalyst performance, as shown in the figure below.

When shorter cycles than expected are encountered, it is worthwhile to evaluate the unit’s susceptibility to maldistribution from old or outdated distributor trays. Consistently high radial ΔT is one indication of maldistribution as is very limited turndown. Older trays can be more susceptible to directed flow from slightly off-level installation. If inspection indicates warping or leak points, these are also good indications that a new tray will significantly improve cycle length.