
Mark Schumann
Professional Certified Coach (PCC)



HERLEVICH (Marathon Petroleum Corporation)
The way the panel decided to answer this question was for me to give an overview of the different methods and a few of the pros and cons. Then one of the other panelists will present his actual experience. The mechanical method employs metal studded pigs which are pushed in water. You typically have multiple runs in several directions because of the changing sizes of the heater tubes. Water quality and pressure indicate the cleanliness of the tubes. The whole process is typically accomplished in 18 to 24 hours. One advantage is that this process removes all of the coke.

The disadvantages of the mechanical method are it requires a heater shutdown and specialty contractor, and there is a significant amount of operator and maintenance involvement.

The next method is steam/air decoking. Here the coke is spalled with a high steam rate at elevated temperatures, and then air is introduced to burn the residual coke. You accomplish this method in 24 to 48 hours; so, it takes a little bit longer than the other way. The advantages are that it removes all of the coke again and the firebox does remain hot.

Then there are several disadvantages. The steam/air method requires a heater shutdown. There are environmental permitting issues for the emissions generated from the coke combustion. There is also the potential for tube damage. If you get a really hot spot, the metallurgy may be affected. It is hindered by any inorganic foulants, and you will have residual foulant in the tubes. Any residual will be problematic in the next cycle. This method requires significant operator and maintenance effort, as well as a fair amount of technical oversight. We station engineers on shift monitoring the combustion.

One additional point does not show on the slides is that we have had issues with combustion products around nearby structures. Care must be taken because there are often people working in the vicinity and the combustion sources are at relatively low elevations. So, there are safety issues that need to be mitigated. I can remember one experience where people working in a column nearby had to stop their work after the continuous air monitoring system indicated problems. Here combustion products were naturally drafting into the open distillation column. Please be mindful of these hazards.
The last method we have is online spalling. This is more popular in our plants. We keep the heater running and then thermally shock the tubes by varying the steam and firing rates. Typically, you would have a multi-pass furnace configuration so that one of the sections is online spalling while the other sections remain charging the unit. The advantages are that the overall coker operates in parallel; the method has the shortest overall time from start to finish; there is no waste generated; and, the operators can completely execute the procedure. Our engineers are used to determining when it is time to spall, but the operators execute the procedure quite well.

The disadvantage of the online method is that it achieves the lowest end-of-run temperatures. Unlike the mechanical methods, heater tubes are not being physically swept; so there could be some residual materials. The online method requires more frequent spalling intervals for that very reason. You can get tube and u-bend erosion because of the solids that are flaking off and then flying along at very high velocity as they pass through all downstream tubes and into the online drum. There is also a potential for tube plugging if a large chunk flakes off.

PRIBNOW (CITGO Petroleum Corporation)
At CITGO, we actually perform all of those methods. We also do an offline spalling method, which is a modified steam-only decoke. If we want to measure effectiveness, we look at performance effectiveness. We also look at the cost in dollars for the company effectiveness.
Performance effectiveness: When we look at our startup run’s tube skin temperatures, mechanical pigging wins. Mechanical pigging scrapes that tube to bare metal. Tubes are like new again. Steam air decokes are the second most effective, but inorganics are left on the tube wall, which can be seed sites for coking. The third most effective technique is online or offline spalling. This is just from a cleanliness and effectiveness perspective.
Depending on your heater design, you may or may not be able to do some of these different methods. It depends if your heater has U-bends as to whether or not you can perform mechanical pigging. The bottom line is that the economics of each coker should be evaluated based on your oil-to-oil duration, how well the decoke can be executed, and which is the most cost-effective method. For example, at CITGO, we have four cokers, and each heater method is different. One heater utilizes mechanical pigging; one likes to steam air decoke; one, online spalls; and, one, offline spalls. It is not that we cannot decide; it’s about the economics. I think it is more about what is right for your coker. You can do an economic evaluation and evaluate your tube life; because with mechanical pigging, there is some potential of scoring tubes and shortening your tube life. Just evaluate that, and then go with what you feel is best, economically, for your company.
One comment on steam air decokes: You must have good instrumentation. There is a lot of risk with heating up tubes using this method. If there is not adequate instrumentation, accurate monitoring, or experienced engineers watching the decoke, you can do damage. We have brought in IR (infrared) scanning companies and monitor the steam air decokes with an IR gun throughout the whole process. That helps us watch the burn go through the tubes and push to make sure the operators are not slacking off and prolonging the outage. So, I think that extra monitoring helps prevent damage and minimizes downtime.
We have two identical heaters. We performed a mechanical decoke and a steam air decoke side-by-side. We sent a camera in the tubes and could see inorganics and coke were left on the inside diameter of the steam air decoke. This material can potentially be seeds to coking. That is the reason why we, at Lemont, feel a mechanical decoke is more effective than a steam air decoke for our heaters. We observed a 10% improvement in mechanical decoke run-length compared to the steam air decoke on that run.
Lastly, we have employed smart pigging. We have utilized smart pigs which can tell how much coke is left in the heater tubes. Inspectors will use smart pigs to measure the tube wall thickness. One concern with mechanically pigging is tube wall thickness. Earlier we talked about seeing coking in different places in your heaters or higher coking rates than normal due to tight oils. Yes, we have observed this also, which is why we used the smart pig. We saw that we had more coking in the convection section and had to go back and decoke further. Smart pigging is more expensive, but it is one way to tell how much coke you have left in your tubes.
SRIVATSAN (Foster Wheeler USA Corporation)
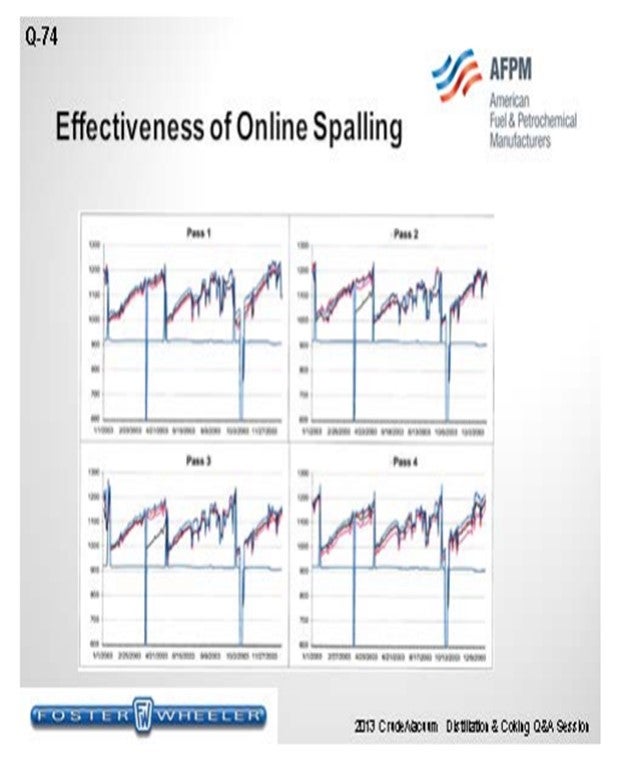
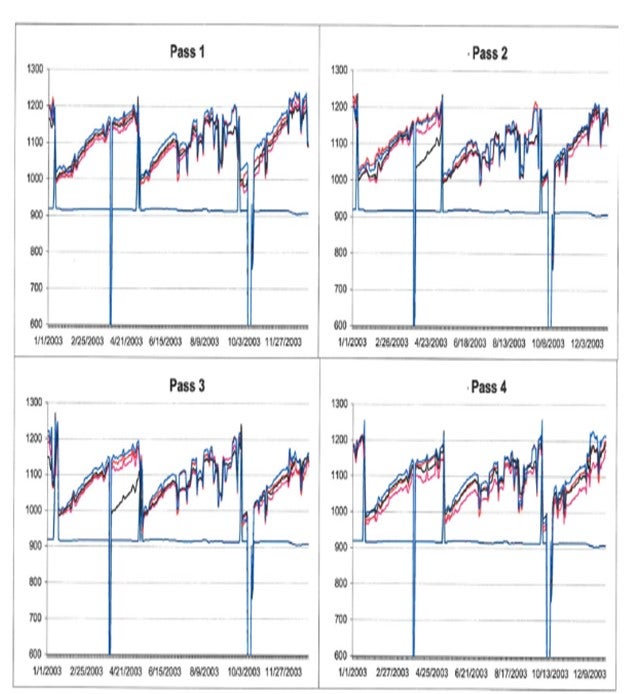
I want to highlight just one point. In terms of maintaining feed throughput, online spalling is probably the most effective technique as you remove only one pass at a time. Also, the duration to spall a pass is generally shorter than that of the other decoking methods. Over the years, we have modified our online spalling procedure. It is extremely effective in restoring clean tube metal temperatures on our proprietary double-fired furnace. As illustrated by the results shown on this slide, we start the online spall when the skins reach about 1200°F to 1250°F; and then after you complete the spalling procedures, the clean tube metal temperatures are about 900°F to 950°F.
If you have a single-fired heater, it is possible to see the ratchet effect after every spall; that is, after every subsequent spall, you will not be able to get to the same tube metal temperature as the previous spall. You will eventually have to shut down and do a steam-air decoking or pigging. Since there is a more uniform heat flux in a double-fired heater, we have observed that we are able to hit the clean tube metal temperature each time. We know of refiners who just do an online spalling and shut the heater only during turnarounds.
JOHN BASING (CVR Energy, Inc.)
Are there any type of heaters or experiences that would justify definitely not trying the online spalling? Have you used it as a stopgap in between piggings?
EBERHARD LUCKE (CH2M Hill)
My experience as an operator is from working with a coker heater that was two-pass in one box. In that case, it was really difficult to separate the two passes and then do online spalling. We did manage to get it done, but efficiency was quite limited because we could only separate the radiation part. The convection section still stays. It was combined and generally stays in service, even with one pass online. So it is best if you have a bigger unit or two separate heaters. If you have just one big heater with two passes, online spalling is probably not the best way to go.
HECTOR GAMBOA-ARIZPE (CITGO Petroleum Corporation)
Is there an upper limit on the amount of water you would use during an online spall so that the coke morphology is adversely affected where you run a safety risk of not being able to cut it too hard; or worse, if it gets too soft on you and changes in oil properties?
SRIVATSAN (Foster Wheeler USA Corporation)
We have an elaborate procedure during which the water rates are varied during the spalling. I can put you in touch with our Operations folks who do this regularly.
HECTOR GAMBOA-ARIZPE (CITGO Petroleum Corporation)
I mean at Corpus Christi, we prefer to do the online spall. We do maybe three online spalls and then the steamer decoke, roughly in that frequency. I am just curious if there is an upper limit not to exceed; because if you do the procedure, there will definitely be a problem.
SRIVATSAN (Foster Wheeler USA Corporation)
I am not aware.
SRINI SRIVATSAN (Foster Wheeler USA Corporation)
These comments are primarily based on Foster Wheeler units having Foster Wheeler-designed delayed coking heaters. Please also refer to the 2005 Q&A and Technology Forum P&P presentation on “Fired Heater Design and Decoking Techniques” for more information on this topic.
Online spalling is the best selection for maintaining coker throughput as it only removes one pass from process operations at a time for spalling. The duration for spalling a pass and the whole heater is generally shorter than other decoking methods as the heater does not need to be shutdown. However, the effectiveness of spalling is dependent on the type of heater (single- or double-fired) and the spalling procedure used. Single-fired coker heater can have limitations on the recovery to clean tube metal temperature (TMT) due to less uniform heat flux as a result of burner firing from one side only. We have seen a ratchet effect in single-fired heaters where the after-spalled ‘clean TMT’ gradually rises on each spall until the time between spalls requires another type of decoke operation. Double-fired coker heaters with more uniform firing achieves a ‘near-new’ TMT almost every spall. As mentioned before, the spalling procedure/operation is the key to the effective spall. Foster Wheeler has evolved the spalling operation such that some DCUs run essentially without shutdown for five years plus between turnarounds using only spalling operations. The following plot shows the effectiveness of online spalling on a proprietary Foster Wheeler double-fired heater.
EBERHARD LUCKE (CH2M Hill)
The original heater decoking method – steam air decoking – requires the operators to follow a very strict procedure to achieve a highly effective decoking. This decoking method has been proven in removing organic material like coke/hydrocarbon. In the past years, the processing of heavy oils derived from tar sands and similar sources brought inorganic materials into the refinery systems which found their way into the coker heaters. Those materials cannot efficiently be removed with steam air decoking. For that reason, many operators switched to the mechanical decoking method: the pigging of the heater tubes. The latest heater designs and procedures allow for very quick and efficient heater pigging. The only area of concern could be deformation of heater tubes over time (more oval than round) and areas/pockets of coke laydown that are not cleaned properly. However, use of smart pigs and documentation of heater tube conditions and deformation will mitigate most of these concerns.
The other concern I have heard is that of scratching the internal surface of the tubes, leaving an area that is more prone to fast fouling and coking and potentially thermal deformation. Online spalling is a method of decoking heater tubes while part of the unit stays in operation. There are various procedures for online spalling that can be applied depending on the unit/heater configuration. It is a very good tool to increase the heater runtime between pigging/decoking shutdowns, but it will never replace the need for steam air decoking or pigging. In most cases, online spalling can only be applied to the radiation section of the heater, not to the convection section (especially when the heater has a combined convection section for two radiant sections). Spalling also never removes all the scaling and coke laydown in the tubes; so the more often spalling is applied, the less efficient the procedure. In some cases it was reported that since the coke layer was in the heater for a longer period of time, pigging was more difficult and took longer. So in summary: Mechanical pigging seems to be the most efficient method, in most cases. Online spalling may be used to increase the time between pigging shutdowns.
SRIVATSAN (Foster Wheeler USA Corporation)
Again, FCC slurry/decant oil has a similar distillation range to HCGO but a higher endpoint. Although it could possibly be used as just overhead quench, we caution that if the slurry/decant oil is not be filtered properly, it will contain catalyst fines that could accelerate the coke deposition by settling in equipment or piping. We normally recommend using the blowdown tower bottoms as the primary source for quenching the overhead vapor line. The secondary means of quenching is provided using HCGO. LCGO and other gas oils, including slops, can also be used as desired.
PRIBNOW (CITGO Petroleum Corporation)
We do not have any experience using slurry oil as coke drum overhead quench. We utilize slop oil, as Srini mentioned, as a way to vaporize and reprocess that material. We charged slurry oil to our coker when excess capacity was available. However, we found that it degraded the heavy coker gas oil quality back to the FCC. The FCC conversion drops, and catalyst becomes dark; so, we tend not to do that much anymore.
SRINI SRIVATSAN (Foster Wheeler USA Corporation)
The purpose of the coke drum overhead quench oil is to reduce coking reaction by lowering vapor temperature and mitigating coke formation. A portion of the overhead quench is also condensed and forms recycle. Foster Wheeler recommends using the blowdown tower bottoms liquid as the primary means to quench the overhead vapor line, the secondary being the use of HCGO. LCGO and other gas oils including slops can also be used as desired. FCC slurry/decant oil has a similar distillation range as HCGO with a higher endpoint. Although it could possibly be used as an overhead quench, we caution that if the slurry/decant oil is not filtered properly, it may contain catalyst fines that could accelerate coke deposition by settling in equipment or piping.
EBERHARD LUCKE (CH2M Hill)
Although I never worked in a unit that used FCC slurry/decant oil as quench oil, we used it as coker feed; so, my concerns are based on that experience. FCC slurry/decant oil carries a significant amount of cat fines that are difficult to remove from the stream. So I would assume that with the injection of the slurry/decant oil, these cat fines will be introduced into the coke drum overhead system. The fines will end up either on the inside of the vapor line, in the bottom of the fractionator, or carried even further through the system and will act as seeds for coke buildup and cause accelerated fouling/coking of equipment. The cat fines will also most likely cause erosion in the nozzle that is used for quench oil injection. Additionally, quench oil distribution will be poor (but can be fixed by the selection of the correct material).
ROBERTSON (AFPM)
Before we get to the last question, I want to remind you that the Crude P&P is this afternoon at 2:00. During that time, a lot of these issues we have covered will be discussed in more depth. Tomorrow, the Light Tight Oil and FCC P&Ps are run concurrently. If you have any other issues you want to discuss that were not raised in this forum, please attend those P&Ps.
SHENKLE (Flint Hills Resources, Ltd.)
We use settling mazes in the water section to minimize fines without chemical injection, and then we vacuum out individual cells on a periodic frequency to recover the fines. We also fluff our freshwater tank and circulate it when we enter cooldown to minimize the fines buildup in the tank. We do not do anything in particular to minimize fines in the feed to the unit. We have a feed surge drum and maintain coarse suction screens on vacuum tower bottoms pumps in all of our crude units, which is not necessarily as common anymore.
Regarding products, spray wash obviously helps, but it a competing factor with minimizing recycle. We use the slotted screen standpipe for minimizing material at the bottoms pumps. We also filter heavy coker gas oil with automated filters at the unit. For the combined gas oil stream at the hydrotreaters, we have typical cartridge filters.
HERLEVICH (Marathon Petroleum Corporation)
Good crude unit desalter operation is always priority and actually does affect the coker unit. The coke drum velocity is very important. Expanding coker rate increases the drum velocity and results in fines carrying over from the drum into the main frac. Try to estimate actual drum velocity as this may become the unit limit at some point. It will also be helpful to strain overflash before sending it to the furnace recycle.
In our flash zone gas oil section, we have a dual-spray configuration to capture particulates. On the heavy gas oil, we filter with 25-micron back-washable filters, which are actually quite complex contraptions. Gas oil filtration is important for the protection of downstream units. The newer gas oil filtration systems seem to run reliably, but we did struggle with older models for many years.
Waterside quality is also very important to manage. Some of the Best Practices require the crane operator to clean out the settling basin two hours after the drum cut. We typically do this three times per week. The quench water tank has a cone bottom that is sparged to suspend the solids, and then that is partially drained into the maze. Coke hardness actually impacts the fines formation: harder coke yields more fines in the cutting water. Another consideration is the drill bit and piping erosion from fines in the cutting water. Also note that worn bits result in much sloppier cutting and will tend to generate more fines.
HODGES (Athlon Solutions)
Cleaning coke fines out of your recycled cutting water is a key process that enables efficiency. As Bob mentioned, most modern designs use a maze to settle fines out. Typically, these processes cannot work without chemical addition. However, if you are having some challenges, I encourage you to contact your chemical provider. He can provide aids that, in most cases, will help settle the fines. We still occasionally run into systems designed to float the fines. So, depending on your design, you can get the appropriate chemistry to address your specific requirement.
BOB SHENKLE (Flint Hills Resources, LP)
In water, a settling maze is used without chemical addition, and solids that have settled in the maze are vacuumed out periodically from the individual cells. The freshwater tank is fluffed with water circulation during cooldown to minimize the accumulation of fines in the freshwater tank.
In feed, we do not do anything special. Our crude units have some course VTB pump suction screens in the crude units, and we have a feed surge drum upstream of the heater at the coker.
In column products, spray wash helps and also trying to minimize recycle to the heater. A slotted and screened standpipe is used to keep the solids out of the bottom's pumps.
We do filter the HCGO from the coker with automatic backflushing filters and then with conventional cartridge filters on the combined gas oil stream that goes to the hydrotreater.
EBERHARD LUCKE (CH2M Hill)
This question touches multiple issues in the coker unit and would deserve a very long and detailed answer. But to make it short, I will try to summarize the highlights. Solids in the feed have the potential to cause fouling in the pre-heat train of the coker, accumulate, and cause problems in the bottom of the fractionator, and they will cause increased fouling in the coker heater. If the problem cannot be dealt with upstream of the coker unit, the bottom circulation at the fractionation tower would be a good place to remove those solids. Unfortunately, this will not protect any pre-heat exchangers and may require a higher frequency of tube bundle cleaning or a change in heat exchanger design to better handle the solids in the feed.
Solids inside draws should mainly occur in the HCGO stream. The industry offers a number of filtration technologies that deal with this problem. Should solids also be detected in lighter streams like LCGO or even coker naphtha, a detailed study should be performed to determine the cause of this problem. In most cases, minor modifications to the tower design and/or unit operation will help eliminate this problem. Solids in the cutting water will always be a problem in units that are pushing capacity by reducing drum cycle times. The coke fines removal from the cutting water starts with managing the coke pit or coke pad. In my experience, one of the best filter media for coke fines is petroleum coke itself. So, if operators can create a barrier of coke that the cutting water flowing towards the maze has to go through, they will see that works nicely as coke fines filter.
The second issue to look at is the design and operation of the maze. Water should have sufficient residence time in the maze to allow for the settlement of coke fines which need to be removed frequently so as not to accumulate and cause coke fines carryover into the pump sump.
The last place for coke fines settling is the cutting water tank. Again, sufficient residence time needs to be provided for coke fines to settle. The bottom of the tank should be designed to allow for easy removal of accumulated coke fines, and the suction nozzle for the jet pump should be high enough above the bottom to not suck in coke fines once they accumulated in the water tank. Other technologies that can be applied to reduce the fines content of the cutting water are settlers, hydrocyclones, and customized filtration systems.
ROBERTSON (AFPM)
Those were the last remarks from the panel. Since there are no additional or comments from the audience, that concludes this Crude session. I want to thank the panelists. They did a great job. Thanks to Harold Eggert, the coach for this group. Please fill out the survey forms and deposit them in the box in the back. They are really important. I want to also thank you guys. The lunch is in the Exhibit Hall at 12:00. We finished a little early, so I am sure you are happy about that. Thank you very much.