Registration
Session Start End
-




PIZZINI (Phillips 66)
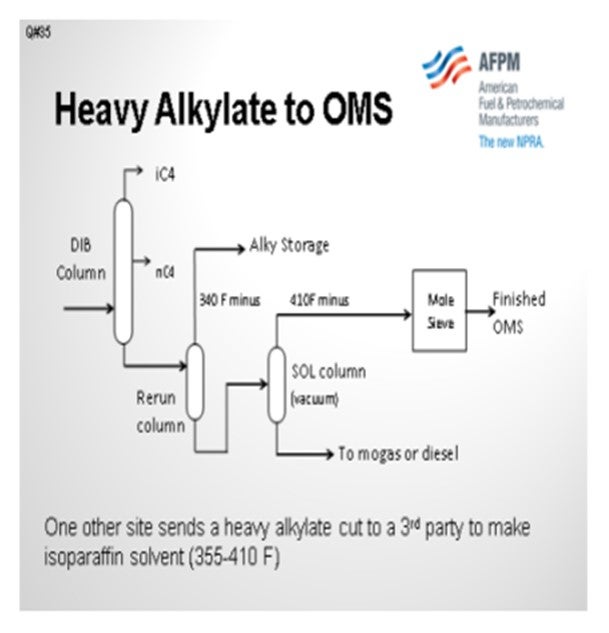
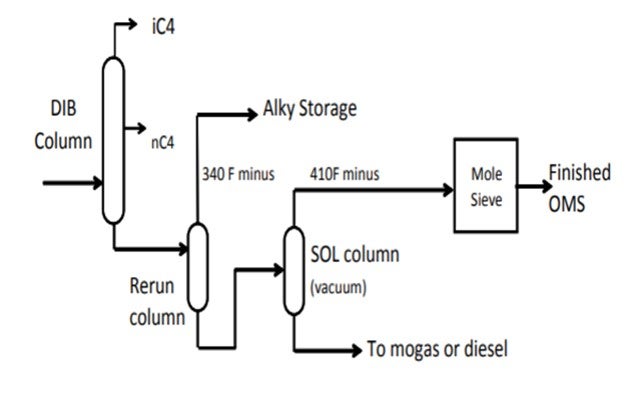
Phillips 66 has one location that makes odorless mineral spirits (OMS), starting with the raw alkylate off of the deisobutanizer column. We take those bottoms through a rerun where we drive off to 340ºF, and then that stream goes right back into alkylation unit storage. The second fractionation step is done under a vacuum. Now we take the 410ºF overhead. Anything heavier can be routed to the mogas (motor gasoline); or if it has enough heavy content, we can put it in the diesel stream if we are getting a higher margin for diesel fuel than for gasoline. So that bottom stream off of the SOL (safe operating limit) column can go either way: to mogas or to diesel.
The stream that ends up as OMS is put through a molecular sieve which takes out the water and the sulfur. A typical yield relative to alkylate is about 3% for this unit. We have a few other sites that split alkylate generally to make aviation gasoline with a light fraction in at least one location that sends the heavy fraction to a third-party. The third-party then turns that into an isoparaffin solvent.
PIZZINI (Phillips 66)
One of the Phillips 66 sulfuric acid alky units produces odorless mineral spirits from heavy alkylate. A portion of the deisobutanized alkylate is routed to a fractionator where 340°F minus material is driven overhead and returned as alkylate product. The higher boiling point material is fed to a second fractionation column which separates material with an approximate boiling point of less than 410°F from material with higher boiling points. The lower boiling point
material is treated to remove water and sulfur and is sent to product storage as odorless mineral spirits (OMS), an FDA approved solvent. The higher boiling point material is sent to light gas oil or to gasoline. The odorless mineral spirits can also be routed into diesel if the economics dictate.
Typical OMS yield on alkylate is around 3% (see simplified flow diagram below). Three of our other sites generate a light alkylate cut as an aviation gasoline blend stock. Two send bottoms to mogas, and the third sends bottoms to a third-party to make isoparaffin solvent 355°F to 410°F.
DUBIN (Axens North America)
The most prevalent technologies for bromine index control are clay treating and selective hydrogenation of the olefins. At Axens, we recommend the selective hydrogenation route to control the olefins and trace diolefins that may appear in your aromatic streams. Last year at the NPRA Q&A, there was a similar question about the different reactive mechanisms between clay and selective hydrogenation. So, if you have any particular questions about that specific topic,
please refer back to last year’s transcript.
Going forward, we feel that the cost for handling and disposing of spent clay will increase. This spent clay disposal cost is going to make the economics for a selective hydrogenation unit more attractive. With any new aromatics plant, we recommend a selective hydrogenation unit where the capital cost to these units can be proportionally small compared to the overall cost of the complex. But for a retrofit, it will be much more site dependent as to whether the capital cost of installing a new selective hydrogenation unit will pay back over the
long-term cost of disposing of the clay.
ELIZABETH KACMAR (Marathon Petroleum Company)
If you do the selective hydrogenation in your sulfolane unit, would that not make further distillation more difficult? It is challenging enough to separate the toluene and xylene. So, if you are selectively hydrogenating certain species, would that make it even harder and result in an off-spec product?
DUBIN (Axens North America)
A selective hydrogenation unit should not make distillation significantly more difficult. The components you are hydrogenating are olefins and diolefins, so you are not increasing the non-aromatic content. Also, the boiling points of those streams’ components are fairly similar already.
ELIZABETH KACMAR (Marathon Petroleum Company)
When you clay-treat them, they normally are heavier, correct? So, if you are hydrogenating them, then their boiling points will still be very close to your product boiling points and you will use more energy to distill them.
DUBIN (Axens North America)
That is true. I wonder if you might have a site-specific issue that we could discuss after
this panel is over.
DUBIN (Axens North America)
Axens' current technology offer for the control of the olefins and traces of diolefins in the feed to aromatics plants is a reformate-selective hydrogenation application. In Question 33 of the 2011 Q&A, different reactive mechanisms between selective hydrogenation and clay treating were discussed; so that information will not be repeated here.
One advantage that selective hydrogenation units do offer besides the different reaction mechanisms is the reduced consumption of clay. The costs for disposal of spent clay should increase long term due to increasing environmental constraints, leading to improved economics for the selective hydrogenation of olefins in reformate.
Our reformate-selective hydrogenation technology is proposed with any new aromatics complex, where the cost of a new unit is proportionally small compared with the overall complex. As a retrofit, the cost/benefit analysis of clay versus selective hydrogenation will need to be based on local constraints that will obviously vary at each site. A detailed analysis of the economics to justify the installation of a reformate-selective hydrogenation unit will be required
for each refiner.
ZHEPENG LIU (GTC Technology)
Clay treating is a conventional method that removes the small amount of olefins in aromatics-rich streams. Under clay treatment, olefins go through an acid-catalyzed alkylation reaction with aromatic molecules to form higher boiling components which are removed in the downstream distillation sections. Some features of this process are negative due to moderately-high temperature (160°C to 200°C), non-regenerable clay, and frequent unloading, loading, and/or disposal [high maintenance cost with HSE (health, safety, and environmental) concerns].
GTC offers the market a novel adsorption method to remove the small amount of olefins in the aromatics streams. The process operates at ambient temperature with a regenerable sorbent in a treater bed. The outlet product achieves a Bromine Index of less than 5 during the entire operation cycle. Regeneration is made under mild conditions (temperature 200°C to 250°C) using nitrogen or methane. In many cases, clay treatment or adsorptive removal of olefins is not needed at all. The GT-BTX® extractive distillation technology for aromatics recovery and purification is very efficient at rejecting olefins from the aromatic product, such that the BI specification can often be met by only extraction without further treatment.

