Question 84: Please describe the function of the critical flow nozzle in relation to the operation of a third stage separator. What are the key process/operations/maintenance considerations you associate with the performance of the nozzle? Can poor performance result in a unit shutdown?
Emerson Domingo (Sunoco)
The critical flow nozzle (CFN) is located on the underflow line of the Third Stage Separator (TSS). The purpose of the critical flow nozzle is to continuously help blow down cat fines separated in the TSS. The nozzle is normally designed for 2-4% flue gas and designed to take the same pressure drop as the Expander.
The performance of the TSS can be adversely affected if the underflow line is plugged by a cracked or collapsed CFN. In that case, the catalyst backs up in the TSS and goes to the expander instead. The other mode of failure can be the erosion of the CFN holding flanges and cone, which could potentially result in leaking flue gas and catalyst to atmosphere. In either case, a shutdown may be needed if expander blade deposits and expander vibration become unmanageable or the CFN boxes kept on eroding.
Paul Hewitt (Tracerco)
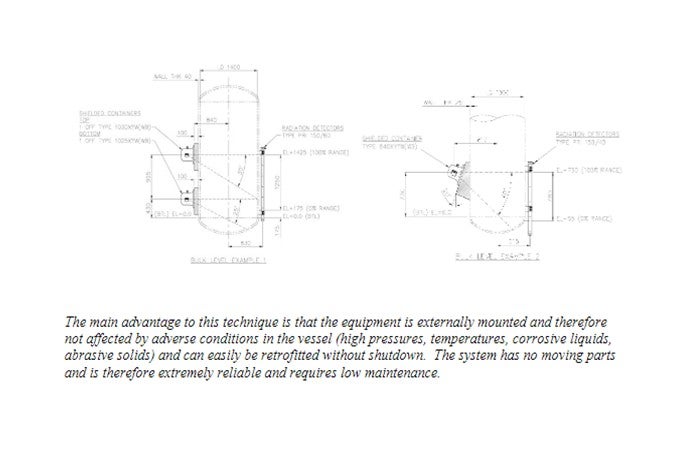
Due to the relatively “dirty” nature of crude tower and main fractionator bottoms fluids nuclear gauge technologies are commonly used for continuous bottoms liquid level measurement. The main benefit of nuclear gauge technology is its non-contact design.
A radioactive source is housed in a lead filled container, which emits a collimated beam of radiation. When the vessel is empty this penetrates the vessel wall, across the inside of the vessel, through the other wall and is incident upon the detector. An angle is cut into the container that allows a specific vertical range to be covered. Figures 1 and 2 show general arrangement diagrams for the external source variation used for bulk level control, alarm and critical process shutdown. As the level of liquid in the vessel rises to the detector vertical position, it attenuates the radiation reaching the detector. This causes a decreasing pulse rate to be produced by the radiation detector, which is then converted into a 4-20 mA or digital signal. Typical nuclear gauge instruments typically incorporate many advanced features to enable accurate and reliable level detection, including:
•Automatic correction for radioactive source decay,
•Automatic correction for changes in vessel operating pressure,
•Linear and logarithmic linearization options for level correction,
•Extensive self-checking and error reporting facilities,
•Digital Interfaces
Year
2010
Process
Question 85: What is the typical range that you employ for iron content on FCC equilibrium catalyst? What methods are available to determine how iron is accumulated on the catalyst surface? How does the distribution of iron on the catalyst surface impact the FCC operation, yield structure and emissions?
Jeff Lewis (BASF)
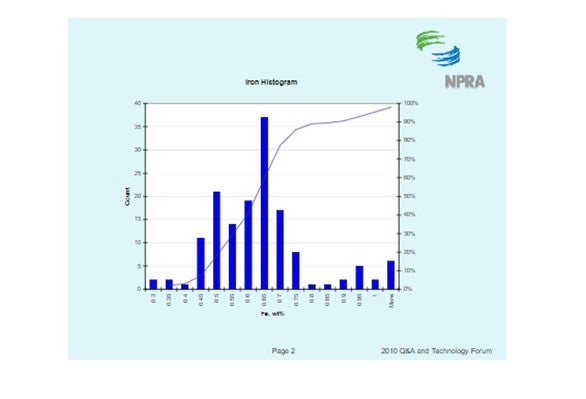
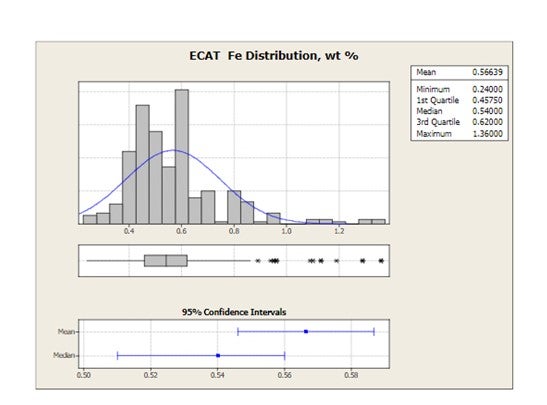
The histogram below shows the distribution of iron content for all ecat samples BASF receives. It should be noted that fresh catalyst has an iron content of about 0.55 wt%. The histogram shows that the median ecat iron concentration is approximately 0.62 wt%. This suggests the median contaminant iron level on ecat is 0.07 wt%.
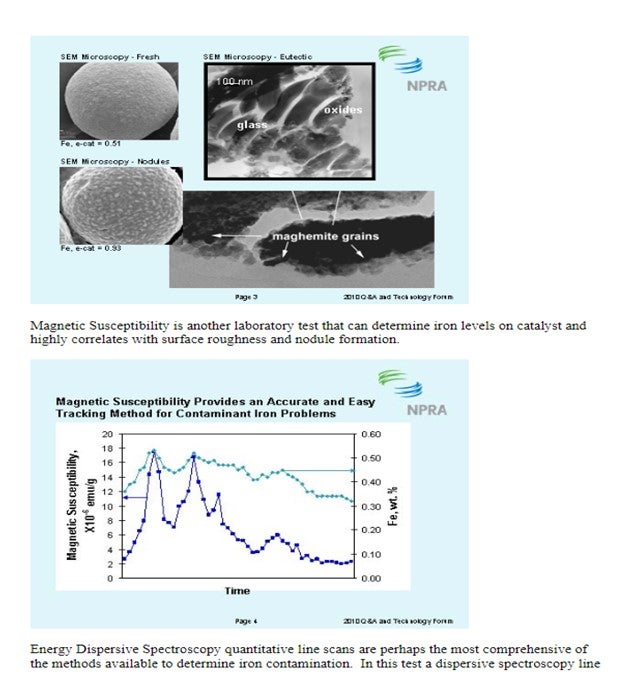
There are several methods available to quantify iron contamination on catalyst. Scanning Electron Microscopy (SEM) pictures are a valuable means to qualitatively assess iron laydown morphology on the catalyst particle. The three images below show varying degrees of iron contamination on a catalyst particle. The first picture shows a fresh catalyst particle that is free of contaminant iron on its surface. The second picture shows a catalyst particle with a significant concentration of iron nodulation on the catalyst surface. The third picture shows a low boiling eutectic formed in the presence of an alkali metal like Ca or Na and is the severest form of iron poisoning.
David Hunt (Grace Davison)
Grace receives E-cat samples for most of the FCC units operating worldwide. The figure below shows the distribution of average equilibrium catalyst Fe levels for 2010 for all FCC units that have provided E-cat samples to Grace. Mean Fe levels are 0.57 wt% and the highest Fe level in one unit is 1.36 wt%.
Iron can be detrimental to the unit in many ways including bottoms conversion, catalyst circulation stability and SOx emissions.
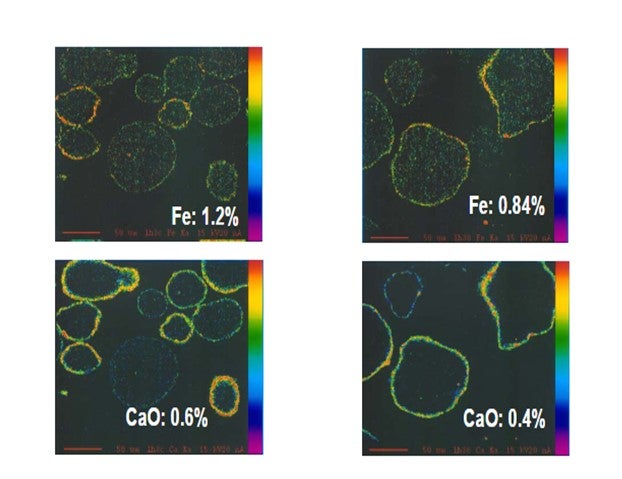
Yaluris (1) showed using an Electron Probe Micro-Analysis (EMPA) technique that iron from organic iron sources is primarily a catalyst surface contaminant. Yaluris also used scanning electron microscopy and optical microscopy techniques to confirm Fe is a surface contaminant. The figure below is an EMPA image of an FCC catalyst particle cross section. Warmer colors on the surface of the particle confirm that Fe and CaO are primarily surface contaminants. EMPA Image of Two FCC Catalyst Particles
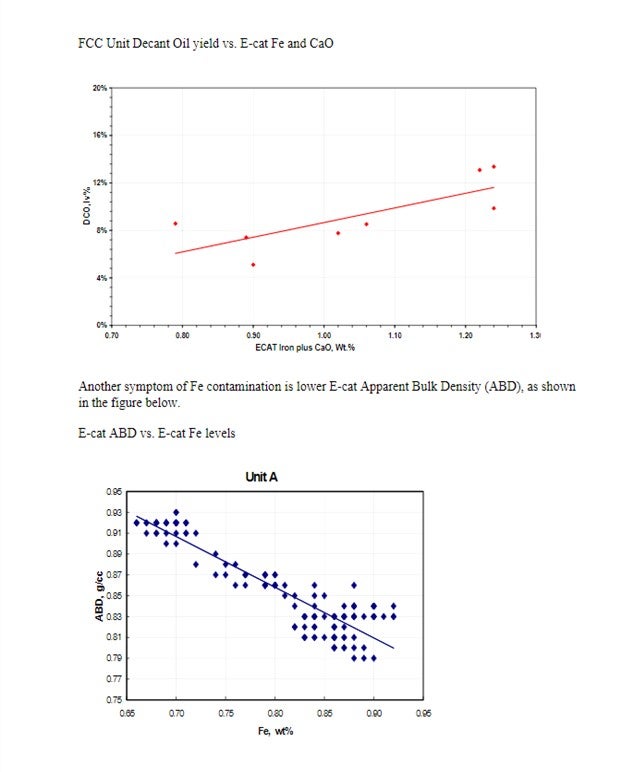
Yaluris (1) discussed how Fe contamination can lead to pore closure and nodule formation. The presence of Na and CaO can act as fluxing agents, aggravating the effect of Fe. The figure below shows Decant Oil or Main Fractionator bottoms yield vs. E-cat Fe plus CaO levels. Decant Oil increases at the higher contaminant levels due to the damaged catalyst pore structure.
Year
2010
Process
Question 86: In your experience, what are catalyst best practices to shift FCC yields rapidly between gasoline and diesel maximization and then back again? Many catalyst suppliers are recommending blended catalyst systems. Do you believe this catalyst/additive blending is the best approach?
Jeff Lewis (BASF)
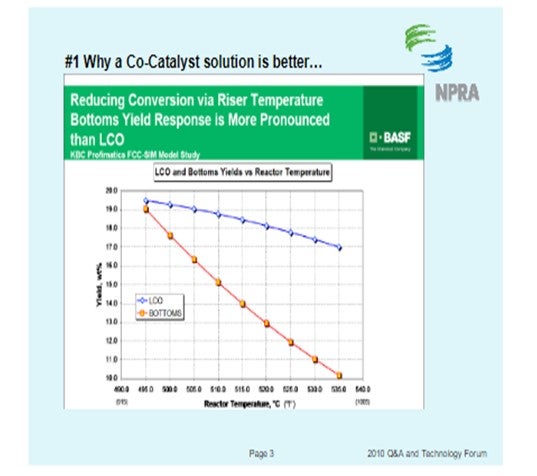
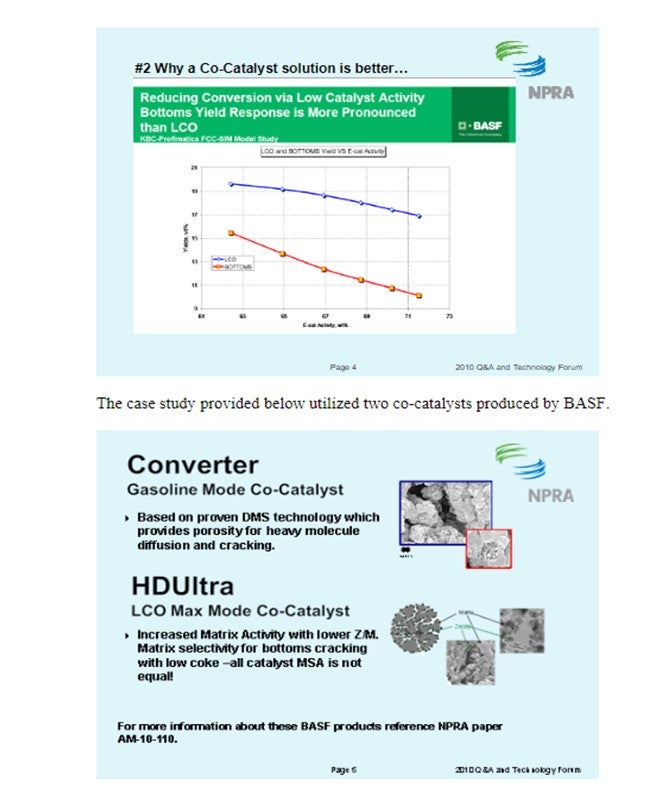
Co-catalysts are a new product category providing the refiner with the flexibility to change the product slate of the FCC without changing the FCC catalyst. Changing between a maximum gasoline co-catalyst and a maximum LCO co-catalyst will allow the refiner to rapidly capture the most favorable economics at all times – maximizing FCC profitability. Co-catalysts are added to the base catalyst to rapidly change the core performance of the FCC. Due to their exceptional catalytic properties, co-catalysts drive this fundamental change in unit performance and displace at least the equivalent rate of the base catalyst. They can be added quickly to the unit making the unit performance respond to rapidly changing product values - in the shortest time – optimizing profitability far more quickly than can be achieved by reformulating the FCC catalyst.
Co-catalysts have similarities with both additives and catalysts but stand alone as a separate and new category of products. Catalysts provide the core catalytic performance of the FCC unit. Additives are added to the base catalyst to promote other process or product effects such as propylene maximization, sulfur reduction of gasoline, CO promotion, NOX and SOX reduction, etc. Co-catalysts are added to the base catalyst – at greater addition rates than typically used for additives – to change the FCC core performance.
The Co-Catalyst approach is depicted below. On day 1, product economics favor diesel over gasoline by $0.45/gal. HDUltra co-catalyst is added to the unit and LCO production increases.
On day 60, the product economics have shifted to now favor Gasoline by $0.15/gal. At this time, Converter co-catalyst is added to the unit and Gasoline production increases. This type of operation continues as the volatile product pricing continues to shift between favoring diesel and gasoline.
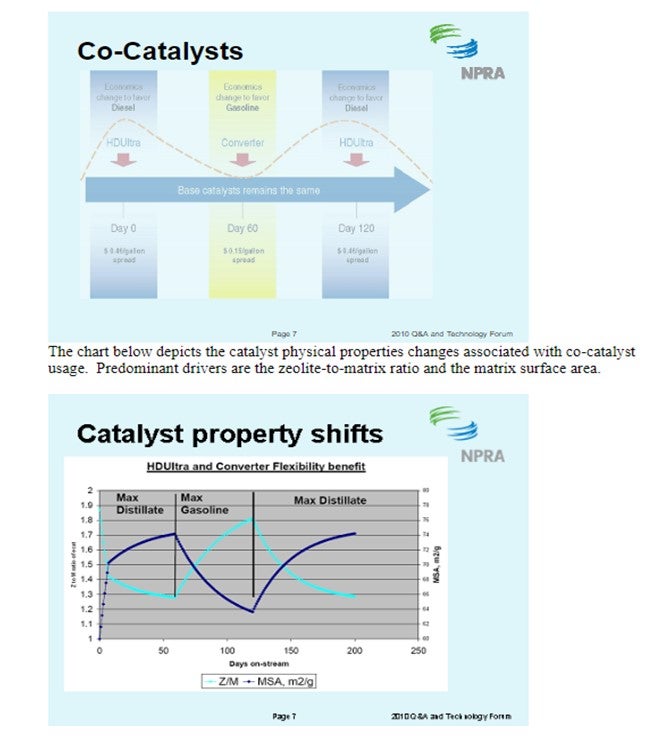
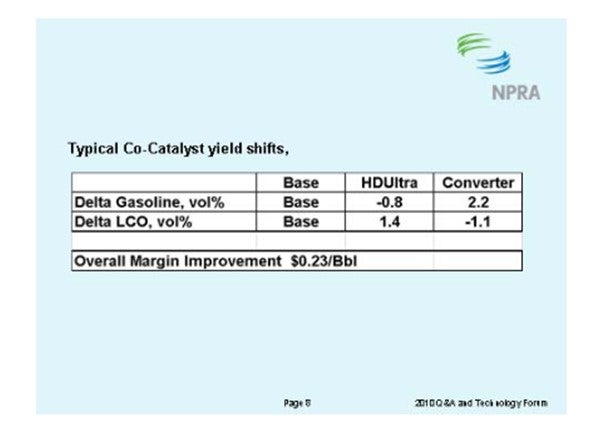
Typical post audit study results for a co-catalyst application. In this application, margin improvement was $0.23/Bbl feed. The combined additive usage cost $0.03/Bbl feed. The simplified value equation consists of spending 3 cents to make 20 cents.
Rosann Schiller (Grace Davison)
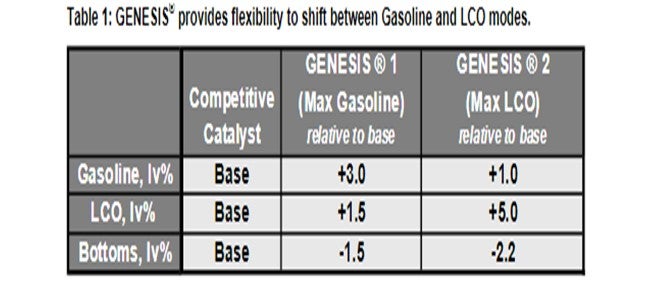
In these challenging times, refiners more than ever need flexibility. Grace Davison delivers the flexibility most refiners need with the GENESIS® catalyst system. GENESIS catalysts provide a means to maximize yield potential through the optimization of discrete cracking catalyst functionality [1].
GENESIS systemsoffer refiners' formulation flexibility and the ability to realize the desired yield shifts quickly in order to capture dynamic economic opportunities. GENESIS is one of Grace Davison’s most successful catalysts, with 20% of the world’s FCC capacity having utilized the technology.
For new applications, Grace’s experienced technical service carefully formulates the GENESIS catalyst to achieve the stated goals of the refiner. Often, several scenarios (e.g., max gasoline or max LCO) are prepared and presented to illustrate the flexibility and the power of GENESIS to change product slate. As product supply/demand balance shifts, GENESIS catalyst in the unit can be reformulated to maximize profitability and capture short term economic opportunities. To speed implementation, formulation adjustment often takes place in the fresh hopper, minimizing the delay often associated with a catalyst change out.
GENESIS has also provided the flexibility to maximize profitability based on current supply/demand economics. Since introduction to the unit, the refiner in Table 1 has reformulated GENESIS twice; first to maximize LCO and again to return to a gasoline operation. In the max LCO operation, the percentage of MIDAS was increased in the blend to maximize bottoms cracking and reduce Z/M. GENESIS 2, formulated for max LCO, delivered an additional 3.5 lv% yield for a net increase of 5 lv% LCO and 2.2 lv% reduction in slurry relative to the competitive base catalyst [Table 1]. When economics became favorable for gasoline, the refiner returned to the original formulation. Overall, these yield shifts were worth between $0.45 and $1.00/bbl, depending on the operating mode and the refining margins at the time.
For both catalyst reformulations, the blend ratio of MIDAS and IMPACT was adjusted to achieve the desired yield shift. Grace was able to reduce turnover time by working with the refiner to readjust the formulation within the fresh catalyst hopper.
GENESIS FCC catalyst offers customers the ultimate in formulation flexibility and the option to realize those changes quickly. A decision to reformulate within a GENESIS catalyst system typically happens 80% quicker than with a traditional catalyst because simply changing the blend ratio presents a lower risk option than a new catalyst or even a new additive. Catalyst Z/M ratio can be optimized to match the specific unit feedstock and operating constraints. In addition to optimizing the blend ratio, the activity levels of the individual components are carefully selected to match the operating mode and feed types. This formulation flexibility can deliver a significant selectivity change, allowing a refiner to accommodate a seasonal operation, manage a swing feedstock or even a hydrotreater outage, and most importantly, GENESIS catalyst systems allow refiners to capture short term economic opportunities.
References
1.Schiller, R., et al, “The GENESIS Catalyst System,” Catalagram® 102, Fall 2007.
Year
2010
Process
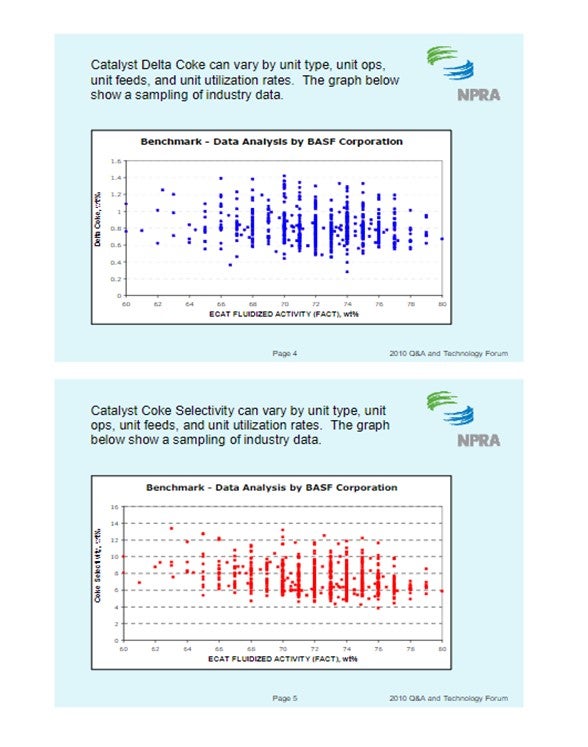
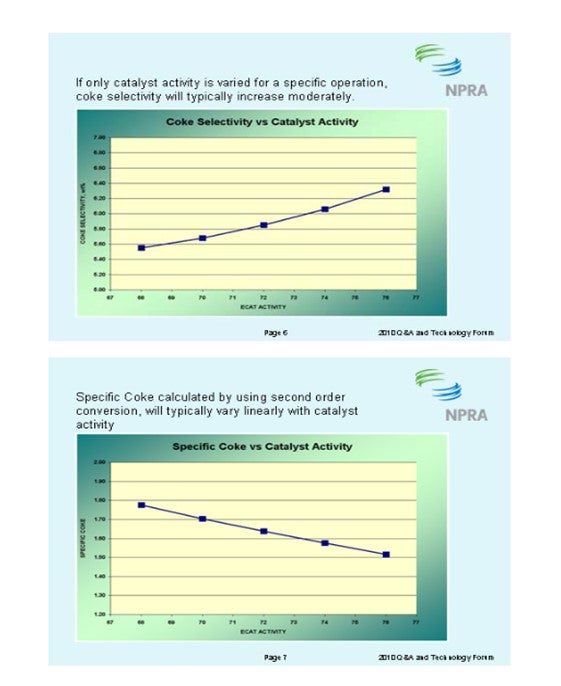
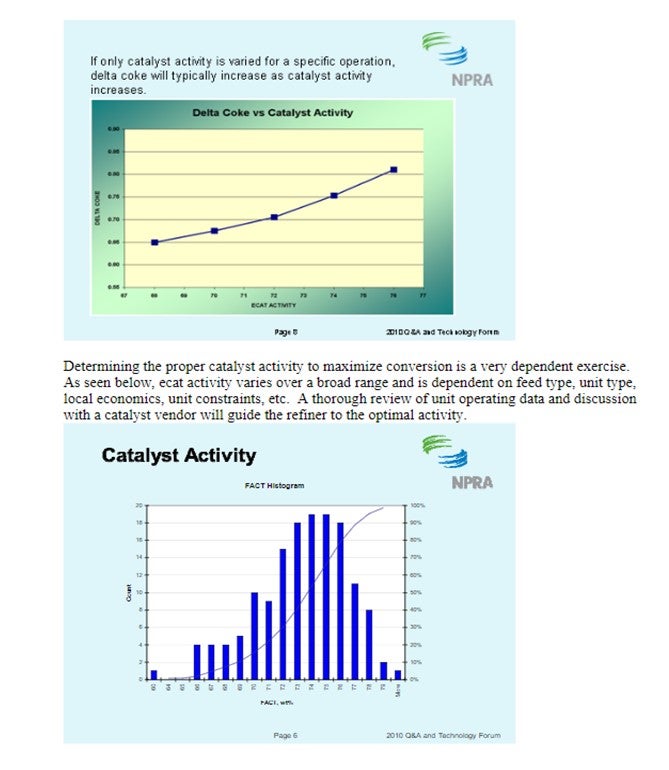
Question 87: In your experience, how does catalyst activity affect the catalyst's coke selectivity and the FCCU's delta coke? How are the coke selectivity and delta coke related? Lastly, discuss how to determine the proper activity to maximize conversion.
Rosan Schiller (Grace Davison)
When designing an FCC catalyst, one must consider coke selectivity, delta coke and total coke yield. Coke selectivity is the relative coke-making tendency of the catalyst, or in other words, a catalyst with good coke selectivity produces higher conversion per unit of coke make than the reference catalyst. Delta coke is, simply put, the difference between carbon on spent catalyst after stripping, and carbon on regenerated catalyst. Delta coke is expressed as a percentage of the catalyst. Generally, the delta coke is higher for catalysts with poor coke selectivity but is also higher for more active catalysts and with heavier feeds. Higher delta coke translates to higher regenerator temperatures.
Total coke yield is the delta coke times the catalyst-to-oil ratio. In other words, total coke yield is the amount of coke burned in the regenerator, expressed as a percentage of the feed rate. Burning this coke, total coke, is responsible for fulfilling all the heat requirements, including the heat of reaction, in the FCC process. Total coke cannot change unless there is a change in these heat requirements. Consequently, if these heat requirements are held constant, a change in delta coke will cause an opposing change in Cat/Oil ratio to maintain the total coke yield constant.
There are 4 contributions to total coke: feed carbon, contaminant, stripping and catalytic. The feed coke can be approximated by the Conradson carbon level. Stripping or cat-to-oil coke results from the carry-over of occluded hydrocarbons after stripping. Stripping and feed coke are non-catalytic. Contaminant coke results from the metals in the feed, primarily Nickel and Vanadium. Lastly, catalytic coke is the intrinsic coke making tendency of the catalyst and feed. While both contaminant and catalytic coke appear to be controlled via catalyst, they are also dependent on the Cat/Oil ratio, which always adjusts to maintain the exact amount of total coke yield required for heat balance.
Catalyst design has a direct bearing on the formation of variable components of total coke. The needs for in-unit activity (catalytic coke) must be balanced against the contributions to coke from feed carbon and contaminant metals. For a resid application, a catalyst with “good coke selectivity” would typically have moderate activity and exhibit superior stability to metals deactivation as well as the ability to crack and convert coke precursors into liquid product. In this case, the effect of contaminant metals is minimized, and the catalytic activity is balanced against the contribution from feed carbon. A heavily hydrotreated feed application, where there is minimal contribution to total coke from feed or metals, requires a higher catalyst activity to satisfy a given heat balance. If the catalyst is not active enough, torch oil or recycle must be utilized to achieve the equivalent targeted coke yield per unit of feed, often to the detriment of the overall operation. For these hydrotreated feeds, the recommended catalyst still must possess excellent coke selectivity (that is achieve high conversion for a given coke yield) but have enough activity (delta coke) to deliver the prescribed total coke for the application. At Grace Davison, we strive to deliver the most coke selective catalyst for each application, in order to maximize liquid yield and profitability.
Year
2010
Process
Pre-Conference Workshop: Human Organizational Performance: Developing Learning Teams
Bob Edwards, Human Organization Performance Consultant, The HOP Coach
Representative, Flint Hills Resources
Representative, LyondellBasell
Representative, Phillips 66
This pre-conference workshop will be a combination of presentations with Bob Edwards as well as operating companies that have implemented learning teams within their organizations followed by a roundtable discussion. *Speakers to be announced in the spring*
Session Start End
-
General Session
Keynote Address: Valerie Pompa, SVP Refining Operations, HF Sinclair
Motivational Speaker: Damon West – “Be the Coffee Bean”
Damon West uses his life story of triumph over personal adversity to demonstrate effective personal change as well as inspire organizational change and growth. “The world is a pot of boiling water. You have 3 choices. Be like the CARROT that turns soft (sad, weak). Be like the EGG that turns hard (mad, mean). Or be like the COFFEE BEAN that changes the water to COFFEE (positive). The power is inside you, not in the events happening around you. Invest in yourself and BECOME THE COFFEE BEAN.”
Session Start End
-
Practice Share Poster Session
Sites that have won AFPM Safety Awards will be highlighted in this year’s poster session. Attendees will have an opportunity to talk with the site representatives on their innovative practices during this time.
*Poster participants to be announced in the spring*
Session Start End
-
Breakout Session Non-Repeating
Improving Investigations with Safeguard Analysis for Events (SAFE)
Lyle D. Van Orman, Chevron Corporation
Improved Safety and Production through Standardized Hydroblasting Training and Certification
Frank Romito, Stone Age
Fritz Kin, Marathon Petroleum Corporation
Upskilling New Safety Professionals with Vital Skills for Success
Emily Neubauer, Marathon Petroleum Corporation
The Importance of Training Step-Crew Leaders
Tommy Nipp, HASC
Front Line Worker Engagement in Mitigating Process Safety incidents
Speakers to be announced early 2023
Session Start End
-