Question 1: What is a typical hydrofluoric (HF) acid inventory (pound of acid per bpdC5+ alkylate), and what steps are refiners considering reducing this volume? What other risk mitigation steps are refiners considering for their HF units?
BULLEN (UOP LLC, A Honeywell Company)
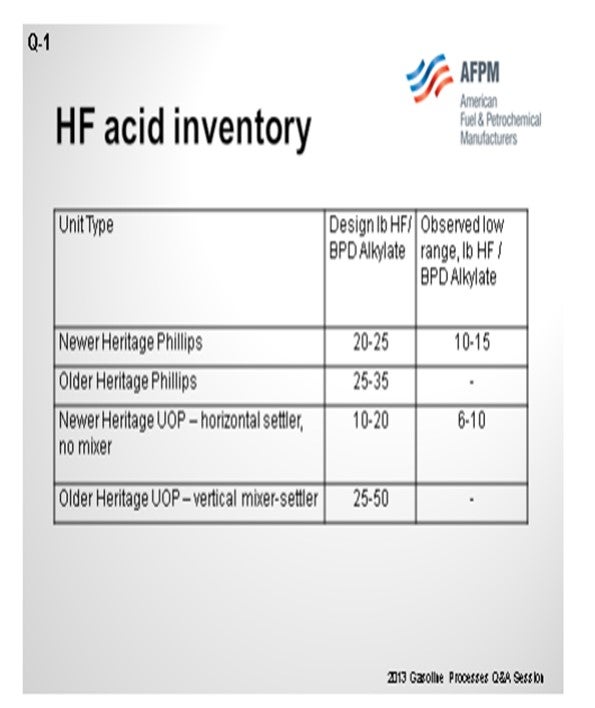
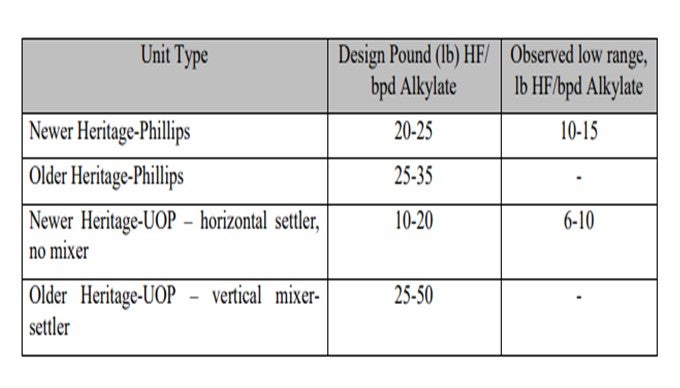
As you can see on the slide, there is a big variation in the design HF-to-alkylate ratios. The order of older units, as denoted by old Heritage-Phillips and old Heritage-UOP types, has fairly high ratios. The more modern ones were designed with lower ratios. The actual observed ratios are even less than that. A lot of this depends on whether units have been revamped. If they have a higher throughput, then the ratio will reduce further. If you have an old-designed UOP vertical mixer settler, you can take advantage of reducing the ratio by eliminating that mixer and then just having the settler. However, you will increase your organic fluorides and your product streams approximately two times. There are some other things in the design that you can do to help reduce it down further.
Regarding risk mitigation steps, if you follow the mitigation options in the API (American Petroleum Institute) 751, you can reduce your risk. Some of these include utilizing acid leak detection systems, water spray mitigation systems, rapid acid inventory systems, remotely operated isolation valves, and passive mitigation systems. You can find more details in my Answer Book response to this question.
MELDRUM (Phillips 66)
Phillips 66 has seven operating HF alkylation units. Based on these units, our average acid inventory is 16 pounds per barrel of alkylate. The range is from 11 to 20 pounds of acid per barrel of alkylate. Our UOP pumped acid unit is on the low end of that range.
Inventory minimization is accomplished principally through two areas. One is process design. The older units were designed with a riser of about 50 feet. Newer designs have risers of about 30 feet. The shorter riser then equates to a lower settler level. The reduction in this riser height also reduces the acid-to-hydrocarbon ratio from 4:1 to about 3.5:1. The second way that acid in the unit is minimized is through limiting the stored fresh acid inventory. In my Answer Book response, I have provided some of the risk management methods grouped in the areas of prevention, detection, and mitigation.
PATRICK BULLEN (UOP LLC, A Honeywell Company)
The acid inventories of the HF alkylation units in operation vary significantly and depend on the type of reactor section design and the actual operating isobutane-to-olefin (I/O) ratio. Lower I/O ratio allows higher alkylate throughput in a given unit, which reduces acid inventory when measured in pound of HF/bpd (barrel per day) alkylate. The table below indicates the ratio range of various types of HF alkylation units.
Proper control of the acid settler level, maintaining sufficient level to prevent hydrocarbon carry under into the circulating acid stream can minimize the acid inventory in any given design. Reliable level indication in the settler helps to achieve good acid level control. Also, good coordination between the refiner and acid supplier to deliver acid at the right time will prevent excessive acid inventory in the acid storage drum. Elimination of the 20-tray mixing section from the vertical mixer-settlers in the older Heritage-UOP design units can be the biggest step toward inventory reduction. Eliminating the mixing section has been done at several units. The downside of eliminating the mixing section is that the number of organic fluorides in the product streams (propane, n-butane, and alkylate) approximately doubles.
Depending on the specific unit design, there may be other design changes that can be made to achieve relatively smaller reductions in acid inventory.
There is a good summary of the various risk mitigation options in Section 6 and Appendix H of the new 4th Edition of API RP 751 which was released in May 2013. In general, the basic risk mitigation options are:
• acid leak detection (which includes sensors, cameras, and flange paint),
• water spray mitigation systems,
• rapid acid de-inventory systems,
• remotely-operated isolation valves, and
• passive mitigation systems (such as barriers, acid inventory control, and vapor suppression additives).
Continuous acid leak detection and remotely operated and controlled water spray mitigation are generally considered to be requirements in an HF alkylation unit.
CRAIG MELDRUM (Phillips 66)
A Quantitative Risk Assessment (QRA) study can give valuable information on the benefits of reducing acid inventory compared to other mitigation options. Risk management is based on prevention, detection and mitigation.
• Prevention: proper equipment design (including management of change for equipment or process changes), routine maintenance, effective inspection, well trained and disciplined operators and maintenance, and ongoing risk assessments studies and corrective action
• Detection: rapid and reliable HF detection (point and/or open path), HC detection as a surrogate for HF, visual detection (camera and acid detection paint), and alert personnel (operations, maintenance, technical, and management)
• Mitigation: isolation valves, acid transfer, water spray, barriers (used principally by one operating company), and modified acid additive (limited use in the industry)