Question 1: When preparing reformer or isomerization vessels for maintenance, do you measure the benzene content of the unit? If so, what methods and locations are monitored and what criteria are used to establish safe levels for work to begin?
FRY (Delek Refining Ltd)
The corresponding OSHA regulation 1910.1082 states that the actionable limit for contact with the airborne benzene is 0.5 ppm (parts per million) on an eight-hour time-weighted average (TWA) and 5 ppm for a 15-minute TWA basis. In our facility, we have set our practices to meet that standard. We have found that the normal actions we take to prepare a vessel for entry are normally sufficient for benzene mitigation. For example, we have a UOP platform reactor; if we go into our reactor, we initially enter under full-body cover in order to clear out any pyrophoric material. The PPE (personal protective equipment) is sufficient to protect anyone entering the reactor in those circumstances. Once the pyrophoric material has been removed, the benzene is at a safe level. In other vessels, such as our stabilizer or separator, washing them with water and steam is sufficient to mitigate any benzene in those as well.
There are a number of different detectors on the market. We will check for benzene before we enter any vessels, but we have never had a problem with high or unacceptable benzene levels when we have followed those procedures.
BURTON (Motiva Enterprises LLC)
For vessel entry, Motiva sites have to meet the same OSHA regulatory limits. We generally cut that in half to be conservative. If you are not going on a vessel, then there are local environmental limits that have to be met. Initial sampling and analysis are done via Dräger tubes and with final confirmation with lab results. Once we have gotten entry in the vessel, there will then be continuous monitoring.
Question 2: What are your Best Practices concerning the potential for flash fires in dust collectors and vent drums in a reformer's continuous catalyst regenerator when performing maintenance?
DUNHAM (UOP LLC, A Honeywell Company)
Our main concern here is iron sulfide, which is pyrophoric; meaning that if it is exposed to air, it will self-ignite. There is also hydrocarbon present, so you can get a sustained fire if these lights are off. So, the main safeguard here is that when you open up these vessels for turnaround, you must keep them in an inert environment, usually nitrogen. You can have this iron sulfide present in several areas, such as the vent drum or dust collector, and it can be entrained in the dust collector bags. Keeping the vessels under an inert condition will prevent flash fire. You can also keep these materials wet so they do not dry out and ignite. Because of this concern, you need to have fire extinguishers present when you open this equipment, as well as people trained to use the fire extinguishers. Another concern is that these iron sulfides can ignite and can be lit up from a static charge, so all of your handling equipment – if you are dealing with this material – should be grounded.
FRY (Delek Refining Ltd)
I will simply confirm that dust ignition from static discharge is a very real possibility. Some of our former operators have had that experience. So, I will simply add that you definitely want to keep your bin and your barrel grounded when dumping into it.
Question 3: How have you developed integrity operating windows (IOWs) to follow American Petroleum Institute (API) Recommended Practice (RP) 584? How are the IOWs maintained and communicated to the operating staff?
BURTON (Motiva Enterprises LLC)
Shell and Motiva have been on a journey, for well over 15 years, to educate our operators and provide them with the information necessary to operate their units within the safe operating window. The starting point is to define the unit operating window in terms of temperature, pressure, flows, etc. We then provide that information, with appropriate alarms, to the operators with an explanation for each of those parameters. Expected response to each alarm is defined and also provided for both the inside and outside operators and suggests actions to do to help mitigate those conditions once the set points are exceeded.
Defining the operating window for the operators is one piece of the puzzle. The next piece is to define the expectations of the support staff as they also have a key role in ensuring that plants are operating within their safe operating window. Support staff take a longer-term view of plant operation and management of chronic conditions such as corrosion, catalyst health, etc. The overall message is that for any program you try to implement, you will have to change the culture of the environment to one that supports the operators and provide for them the knowledge of the safe operating window and how to maintain operation within that window. The culture should then support and empower the operator to take correct action including, as necessary, to slow down or shut down the plant when operation deviates outside of the safe operating window.
PATEL (Valero Energy Corporation)
For the development of IOWs, a review team is formed for each process unit. The team includes the processing unit inspector, metallurgists, operations, chemical treatment vendor, and outside facilitator. Process and material SMEs (subject matter experts) are consulted, as needed, for the review. The team identifies the damage mechanisms that could occur in process equipment in the corrosion loops based on the review of the mechanical design, expected operating conditions, metallurgy, material construction, and the inspection history. All of the process variables are identified that can affect each damaged mechanism, and then the operating targets and high and/or low limits are set for those targets. The action items are generated, and responsibilities are assigned to implement the project. For the implementation of IOWs, limits are incorporated into unit health monitoring and key operating parameters documents.
ADRIAN SKIPPER (Phillips 66)
We recently recognized that we may have a gap in our vernacular, in terms of what we use as safe operating limits for flare drums, a high-high level in a flare drum. I want to poll the panelists as to whether any of you have utilized this scenario as one of these IOWs. If you have, then how was it established and the resultant outcomes or concerns? Our concern is focused on two areas. One is that when you get an extremely high level, you can create back pressure in the PSVs (pressure relief valves) upstream of that high level, which decreases air capacity slightly depending on where and at what pressure they lift. Secondly, the concern was the surge of liquid pushed by high flow of vapors down the flare header could cause hammering and maybe destruction of piping.
BURTON (Motiva Enterprises LLC)
On any alarm or level on a vessel, we will look at why that alarm was placed and where it is, including all the parameters that you have mentioned on the flare knockout drum. On any flare knockout drum and/or any vessel, we would have reviewed why the alarm limits are there and the process implications of exceeding these limits. Alarm limits are then documented, and that information is provided to the operators. So, the short answer to your question on flare drums specifically is, yes, we do evaluate those levels and alarms in the context of the parameters that you have mentioned.
PATEL (Valero Energy Corporation)
Also, the review of the upstream system is also important for any flare drum-related issues regarding the type of contaminants coming to the flare drum.
TARIQ MALIK (CITGO Petroleum Corporation)
The question asks about getting to a high-high level in a flare knockout drum, the causes behind it, and why you got there in the first place. Everyone has flare knockout pumps to pump out the liquids, and the auto-start feature of the pump, as well as the alarm system, should be investigated. Normally, there are two pumps there. So then why was the pumping capacity not compatible with getting a high level? In my opinion, yes, there can be an instantaneous buildup of high liquid level; nevertheless, the pumps should be capable of pumping that liquid out and preventing those conditions, especially the buildup of back pressure in the flare header.
BARTON FREDERICK [(Marathon Petroleum Company (MPC)]
Regarding the flare drum question, we have looked at that extensively across our plants and our designs. I know that in our design, we look at making sure our flare knockout drums have adequate holdup time for our worst-case scenarios, so our design takes that into account. As far as there being some reference to pumping out the drums, you also must be very cautious about how your pump-out system is set up and where it goes to. For example, if you are pumping out to tankage, you need to be sure that what is in the flare drum is compatible with the tankage and that you do not move your risk from the flare drum into your tanks. We make sure that the drums have an adequate capacity, and we have done a lot of work in our plants to make sure we have that capacity.
JAMES PROROK (Husky Energy Inc.)
At the Ohio Refinery where I work, we had an incident where, after putting in a water seal with the flare gas recovery unit to maintain the back pressure for the compressors suction, the fill rate with water was great enough that it kept up with the water being blown out during a relief event. We then filled the stack with water, so we were then downstream of a knockout drum trying to maintain the water seal. So, be careful about sizing your level control valves there or they could be the cause of high level.
We had the second issue once when we had failure of the level instruments on the flare knockout drum. Our flare knockout drum on the one unit is directly below the flare stack, and we had a high level there. Yes, we could see the high pressure building in the flare headers, and then we did succeed in filling the flare stack with oil and blowing oil all over the place. It was not pretty. I am not sure if you want to give any comments about the unexpected. So what I am saying is: expect the unexpected.
Question 4: How will increased production of naphtha from light tight oil (LTO) and Tier 3 regulations affect the economics for alkylate and reformate production? Are there other options for processing light naphtha streams?
KEADY (Technip USA)
That was a great Keynote address this morning because it talked about the LTOs, and Ramón Loureiro described them in detail. A couple of other options are to take the light naphtha through an isomerization unit and separate out the C5s and C6s to possibly get the benzene precursor removed from the reformer. That is one advantage. Also, you will have more butanes, which will be available for alkylation and for the FCC. You can recycle the light olefins from the FCC gasoline back to the FCC unit to produce more C3s and C4s that would then be available for alkylation use of the butanes to make more alkylate. With BenzOUT™ technology, if you separate out your benzenes, you can react them with the refinery-grade propylene to make a light reformate.
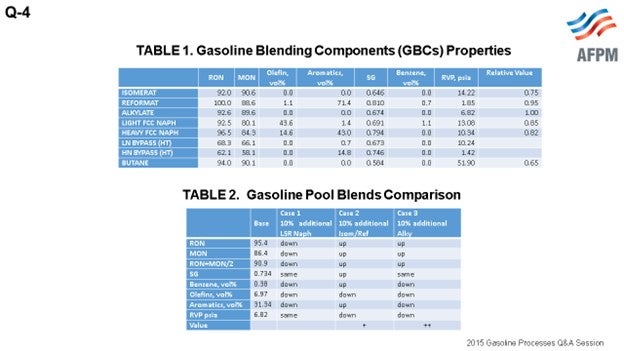
I did a quick study of one of the refineries that I worked on in the U.K. when I was on assignment there. Shown in the table are the gasoline-blending components from the grassroots refinery. You can see that there are different characteristics. Because I am a process design engineer, I am always thinking about how to push a unit just a little more than your 10% overdesign margins. So I said, “Okay, this is our base gasoline (as shown in the table) that we are making, which has around a RON (research octane number) of 95. And if we have an additional light naphtha that would be going through the hydrotreater, what would this do to the quality of the blend?” You can see that the RON goes down; the MON (motor octane number) goes down; and also, the olefins and aromatics go down. If you were to take 10% through the isomerization unit and the reformer unit, all of these qualities would go up. Of course, then the benzene will go up, the olefins will go down, and the aromatics will go up.
In Case 3, I said, “Okay, let us make 10% more alkylate and blend that.” All of the qualities go up: RON and then the olefins, and the aromatics go down. I put a dollar value because that is what the first part of the question was requesting. So in Case 1, if you had 10% additional naphtha, it would be a little neutral; but if you were able to produce 10% more in your isomerization unit reformer, you would get an increase in value. Of course, the higher value would be if you could produce more alkylate as part of your gasoline blend.
LAMBIE (KBC Advanced Technologies, Inc.)
Alkylate is the premium gasoline blendstock, both in an LTO environment and even more so in a Tier 3 environment, as FCC naphtha sulfur and octane will decrease. The key properties of alkylate are its octane and Reid vapor pressure (RVP). Alkylate’s high octane allows for lower reformer severity, which provides a liquid yield benefit. Alkylate’s low RVP allows for upgrading high RVP light naphtha or isomerate to the gasoline pool. In some locations, alkylate can yield about 20 to $30 per barrel above regular unleaded gasoline. Increasing alkylate production, however, may be difficult as most locations have full alkylation units; but if you can make more alkylate, you should.
Reformate is also a valuable gasoline blendstock; however, it contains benzene and aromatics which may impact gasoline blending specifications in some locations. In an LTO processing world, reformer feeds are leaner and yield loss is higher, assuming a constant octane. This results in less gasoline and increased quantities of lower value gas and LPG (liquefied petroleum gas). The increased yield loss makes reformate less valuable than alkylate. When it comes to Tier 3 and supplementing the reduction in FCC naphtha octane, the reformer is the likely knob to turn. Again, increased reformer severity will increase benzene and aromatics, and these must be managed in the gasoline pool.
One light naphtha processing option is to blend directly to the gasoline pool. Another option, as Ginger mentioned, is isomerization of light naphtha. For this option, one must consider RVP blending limitations. Some locations have the ability to sell light naphtha – for example, to Canada – for use as bitumen diluent or to blend into low octane gasoline for export. Light naphtha can also be used as cracker feedstock for ethylene production, but it may not be as economical as more readily available lighter feedstocks, such as ethane and natural gas liquids (NGLs).
ERIC YE (DuPont Clean Technologies)
At first glance, the increasing supply of light naphtha, LTOs, and natural gas liquids (NGLs) would seem to improve the economics for alkylate and reformate production as the increasing supply of cost-advantaged feedstocks results in depressed prices and, therefore, improves the upgrading margins for these unit operations. However, when one considers the PNA (paraffin, naphtha, aromatic) characteristics of the naphtha produced from LTOs, the impact on the economics of reformate and alkylate production becomes considerably different.
Naphtha from LTOs or associated NGL production is predominantly paraffinic which results in a lower N+2A (volume of naphthenes + two times the volume of the aromatics) content. The result is that for the same severity, reformer C5+ yield and hydrogen production is lower and fuel gas and LPG (liquefied petroleum gas) production increases. Even with the LPG and fuel gas yields increase, burgeoning supplies of natural gas and NGLs (due to the success of hydraulic fracking in North America) has depressed both fuel gas and LPG prices to the point that economics to process naphtha produced from LTO or NGL production in a catalytic reformer is challenged at best, even with historically high premiums for high octane reformate. Low natural gas prices have resulted in on-purpose production of hydrogen being competitive with byproduct hydrogen production from reformers, further handicapping reformer economics. With challenged economics, the supply of reformate as source of high-octane gasoline blendstocks has been limited. As a result, the price of an octane barrel has increased.
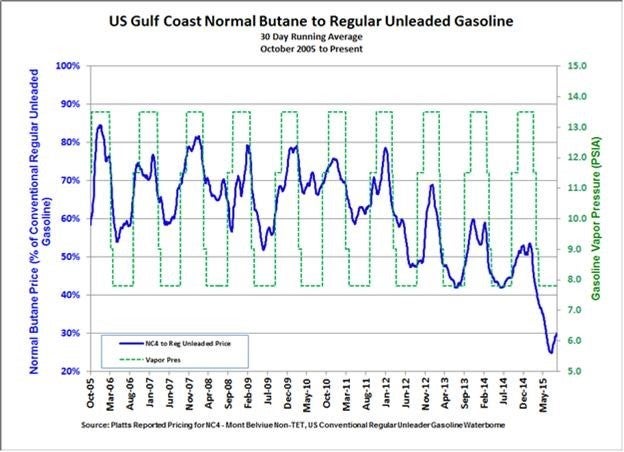
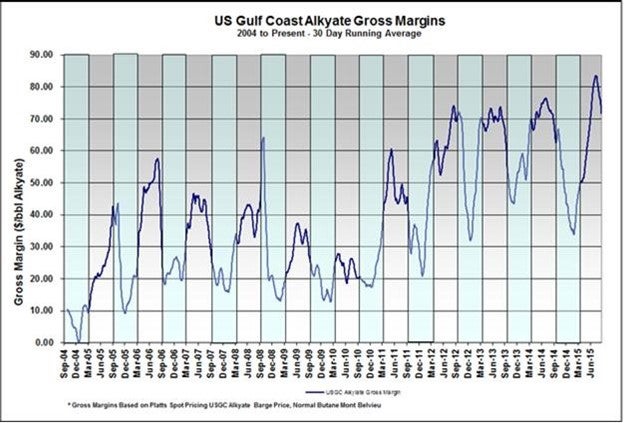
Alkylation is one of the few LPG processing technologies that has the ability to convert a paraffin to a heavier hydrocarbon molecule without first converting the paraffin to a more reactive compound such as an olefin or alcohol. The increasing production of butane is driven by the same market factors that are driving the increased production of naphtha LTOs: the growing use of hydraulic fracturing in North America. The resultant surplus of butanes in North America has resulted in butane prices that are heavily discounted when compared to gasoline. As illustrated in Figures 1 and 2, the ability of alkylation to convert heavily discounted butane into a high octane/low RVP gasoline blendstock has resulted in record high alkylation margins despite the sharp decline in absolute gasoline prices. With reformer economics often being challenged, alkylate offers refiners the most economically attractive option to produce additional high octane blendstocks. With limited alternative uses for NGLs such as butane and isobutene, and a growing demand for gasoline, this trend is expected to continue for the foreseeable future.
Tier 3 regulations, which require a reduction in gasoline sulfur content from the existing 35 ppm average to 10 ppm, will increase the need for additional octane barrels. This is due to the fact that the sulfur current contained in the gasoline pool is mostly due to FCC naphtha, which will need to be hydrotreated more deeply than it currently is in order to achieve the new sulfur specifications. More severe hydrotreating will hydrogenate some of the high-octane aromatics and olefins contained in the FCC naphtha to their corresponding lower octane naphthenes and paraffins, thus lowering the octane of this blendstock.
While it is speculative at this point in time, the EPA (Environmental Protection Agency) is considering modifications to the current Tier 3 regulations that would increase the minimum octane rating from its current 87 road octane rating to 89 road octanes, in addition to the elimination of the 1 psi waiver for ethanol gasoline blends. The former change will further EPA’s goals of increasing automobile CAFÉ targets as it will allow auto manufactures to produce gasoline engines with turbo chargers and higher compression ratios, both of which improve vehicle fuel efficiency. As such the demand for high octane blendstocks, such as alkylate and reformate, will only increase.
While light paraffinic naphtha (C5/C6) can be isomerized to improve the naphtha octane rating by 10 to 15 points, with few exceptions the product will normally be below the blending octane ratings (80 to 85). In addition, a modest percentage of the naphtha (2 to 4%) will be converted to fuel gas and LPG, reducing the economics of this conversion process. Further, isomerate has a high vapor pressure [15 to 20 psia (pounds per square inch absolute)]. This limits the ability to blend this material into the gasoline pool.
Alternatively, light naphtha can crack in an FCC to produce light olefins for subsequent upgrading into alkylate. However, the economics can vary considerably based on a refiner’s available FCC and alkylation capacity, fuel gas balance, and FCC configuration, to name a few.
Clearly, in the current environment for the refiner with an available light olefin supply (C3 to C5 olefins), alkylation provides the most economically attractive means of addressing the current and potential future Tier 3 gasoline regulations.
SCOTT LAMBIE (KBC Advanced Technologies, Inc.)
The quantity of light and heavy naphtha typically present in light tight oils (LTOs) presents a challenge for some refiners. The ethanol blending mandate, while adding significant octane to the gasoline pool, has added to the difficulty of blending to RVP specifications, thereby limiting additional LTO processing in some locations. However, most refiners have managed to modify the operations of their plants to address these challenges and have done so in a number of ways: blending more LSR (light straight-run) instead of isomerizing; blending heavy naphtha instead of reforming, depending on the octane balance; and, lowering reformer operating severities. Some coastal refiners are exporting low-octane gasoline, while others are exporting light naphtha to Canada where it is used as diluent for crude transport.
Depending on the overall balances resulting from increased LTO processing, the quantity of gasoline may increase or decrease; that is, the increased naphtha from the feeds may be offset by reductions in total FCC naphtha and alkylate. In either case, alkylate is, and will continue to be, highly profitable and the ideal blendstock due to its low sulfur, lack of benzene or aromatics, relatively low RVP, and high octane. Incremental reformate is profitable to produce, but only up to the point where the gasoline pool octane is in balance.
The impact of Tier 3 gasoline regulations will require FCC naphtha treatment to obtain roughly 10 to 25 ppm product sulfur to meet the pool sulfur requirement of less than 10 ppm (7 to 10 ppm within the refinery gate). The increased hydrotreatment will likely result in lower FCC naphtha octane, which will require changes to operating conditions within the plant to balance octane in the gasoline pool.
Incremental alkylate is the desired route to compensate for reduced FCC naphtha octane. In some locations, alkylate is yielding greater than 15 to $30 per barrel above RUL. However, most refineries are already adjusting FCC operations to provide the maximum feed rate alkylation units can handle. Modifications to FCC operations and catalyst formulations may help provide an octane boost to native FCC naphtha while maintaining alkylation units at maximum throughput, thereby reducing its octane loss.
In order to compensate for the expected reduction in octane from the FCC combined naphtha stream, it is possible for some refiners to increase the feed rate to the reforming unit by reducing the amount of heavy naphtha sent directly to the gasoline pool, if applicable. Alternatively, refiners can increase the reforming unit severity to balance the gasoline pool octane. The increased throughput and/or severity will result in the production of lower value LPG and fuel gas, which is a debit for reforming economics, but which may be necessary, depending on the alternatives. In either case, the feed rate and/or severity should be minimized to maximize liquid yield. Some refiners may be constrained on benzene in the gasoline pool and should take precautions before raising reformer severity. Maximum removal of benzene precursors from the reformer feed is a prudent adjustment in this scenario.
Incremental isomerate is profitable versus blending light straight-run material provided the gasoline pool can accommodate the higher RVP blendstock. Blending light naphtha to the gasoline pool may be profitable but may require additional octane from other sources to accommodate the blendstock.
GINGER KEADY (Technip)
LTOs are composed of 40 to 60 vol% (volume percent) naphthas, which are generally paraffinic with low sulfur content and low octane. Therefore, lighter straight run naphthas (LSR), as well as LPG, are available for processing and blending.
The LSR naphtha is sent to a C5/C6 isomerization unit. The C5/C6 isomerate can contribute high octane isomers converted from normal paraffins without olefins or aromatics but has high RVP.
The benzene precursors, methycyclopentane (MCP) and cyclohexane (CH), are removed from the reformer feed.
Butanes are available for alkylation. Alkylates are the primary component for high-octane gasoline with low sulfur and very small amounts of olefins, benzene, and aromatics. The alkylation of amylenes can be considered with some RON loss and an improvement in gasoline pool RVP. The alkylation of benzene with the ethylene in the FCC off gas can also be considered.
In BenzOUT™, technology reacts a benzene rich stream with a light olefins stream, such as refinery grade propylene stream, to produce a light reformate with a reduced RVP.
Light/heavy FCC naphthas contribute to the olefins, benzene, and aromatics content of the gasoline pool. If C6/C10 olefins in the gasoline boiling range are recycled and overcracked in the FCC, propylene is produced preferentially with an increase in C4 olefins as well.
Assessment: To assess the impact of LTOs on the naphtha processing units in a refinery, gasoline blending components (GBCs) from a grassroots refinery are used. The GBCs are produced in the following licensed technologies and shown in Table 1:
-
Naphtha hydrotreating,
-
C5/C6 isomerization,
-
Reforming,
-
Alkylation (C3 and C4),
-
C4 isomerization, and
-
FCCU.
TABLE 1. Gasoline Blending Components’ (GBCs’) Properties
|
|
RON |
MON |
Olefin, vol% |
Aromatics, vol% |
Specific Gravity SG |
Benzene, vol% |
RVP, psia |
Relative Value |
|
Isomerate |
92.0 |
90.6 |
0.0 |
0.0 |
0.646 |
0.0 |
14.22 |
0.75 |
|
Reformate |
100.0 |
88.6 |
1.1 |
71.4 |
0.810 |
0.7 |
1.85 |
0.95 |
|
Alkylate |
92.6 |
89.6 |
0.0 |
0.0 |
0.674 |
0.0 |
6.82 |
1.00 |
|
Light FCC |
92.5 |
80.1 |
43.6 |
1.4 |
0.691 |
1.1 |
13.08 |
0.85 |
|
Heavy FCC |
96.5 |
84.3 |
14.6 |
43.0 |
0.794 |
0.0 |
10.34 |
0.82 |
|
Light Naphtha (LN) Bypass (Ht) |
68.3 |
66.1 |
0.0 |
0.7 |
0.673 |
0.0 |
10.24 |
|
|
Heavy Naphtha (HN) Bypass (Ht) |
62.1 |
58.1 |
0.0 |
14.8 |
0.746 |
0.0 |
1.42 |
|
|
Butane |
94.0 |
90.1 |
0.0 |
0.0 |
0.584 |
0.0 |
51.90 |
0.65 |
All effluent streams are from either hydrotreaters or hydrocracker; therefore, all GBCs achieve the blended gasoline spec of 10 ppm sulfur.
An evaluation assumes an additional 10% of LSR to gasoline blending for Case 1, additional 10% feed to ISOM/Ref for Case 2, and additional 10% of alky for Case 3 for the impact on the gasoline pool. The comparison is shown in Table 2.
TABLE 2. Gasoline Pool Blends Comparison
|
|
Base |
Case 1 10% additional LSR Naphtha |
Case 2 10% additional Isom/Ref |
Case 3 10% additional Alky |
|
RON |
95.4 |
down |
up |
up |
|
MON |
86.4 |
down |
up |
up |
|
RON+MON/2 |
90.9 |
down |
up |
up |
|
SG |
0.734 |
same |
up |
same |
|
Benzene, vol% |
0.38 |
down |
up |
down |
|
Olefins, vol% |
6.97 |
down |
down |
down |
|
Aromatics, vol% |
31.34 |
down |
up |
down |
|
RVP psia |
6.82 |
same |
down |
down |
|
Value |
|
|
+ |
++ |
Question 5: Automobile manufacturers are considering requiring the use of higher-octane fuels in order to meet a mandated increase in Corporate Average Fuel Economy (CAFE) standards. What strategies might you employ should demand for higher octane gasolines increase?
KEADY (Technip USA)
I think this is a great question, and I found it very interesting to look into this. Over the years, gasoline and engine manufacturers have worked together to give us the type of cars we have now and the type of fuels we buy. There is a push to design the engines with higher compression, so that requires octane. So first you use technology, because that is my background. Of course, I am going to say that we need process design and technology to put in technology to take your straight chains and make them into branch chains to give you a higher octane. But another consideration is changing the octanes that we make available to the market.
A friend of mine took a picture of the petrol available in the UK, and I took a picture at a gas station near I-10 and Kirkwood where I work at Technip. In Europe, the standard is EN 228 with one gasoline octane. Now when you look at the pump, it says, “95 octane” and the other grade says, “97 octane”. So sometimes people say, “Oh, they have higher octane in Europe.” They do not have higher octane; they just report RON octane versus here in the U.S. where we have 87%, 89%, and 93%, which is an average of the RON and the MON octane.
What they were telling me there is that the lower-octane gas is available in the U.K., but they get to charge the same price as they do for the mid-range octane. The reasons are that no one uses it much anymore and because it is a niche market for those who have vehicles that still use the lower octane. Then of course, they provide 97%, which is in line with our higher-octane gas; so this is a possibility.
If you want to get rid of the naphtha which might have some of the lower-octane, you can always export it as olefin feedstock; that is, if you are in a location where this is available. Also you can reform coker naphtha, but you have to watch for RON loss there.

LAMBIE (KBC Advanced Technologies, Inc.)
From a fuel standpoint, higher octanes and increased miles per gallon do not necessarily go hand in hand. Two fuels can have the same octane but have different heat contents or BTUs (British thermal unit) per gallon and yield different miles-per-gallon performance. To increase the miles per gallon of the fuel itself, one needs to increase the heating value or heat content of the fuel. One strategy to increase the heat content of fuel is to increase severity/octane in reformers. The resulting higher aromatic content reformate will have a higher energy density; and hence, will provide improved fuel efficiency. Most reformers in the U.S. have the capability to increase reformer severity as they have been reduced as a result of the ethanol mandate. Alternatively, those refiners bypassing heavy naphtha to the gasoline pool can process the naphtha in the reformer to increase the heat content. One must consider increased benzene and aromatics production from increased reformer feed or severity to make sure the increases do not prevent meeting gasoline pool specifications.
Another strategy would be to consider the use of secondary biofuels, such as butanols. Butanols have a higher energy content, by approximately 30%, than ethanol and a lower oxygen content, which allows for blending about 12.5 vol% versus 10 vol% into the pool. In addition, butanols have a low RVP which allows for blending lighter, more volatile components. Butanol’s low water solubility would allow for blending the component at the refineries. Both increased reformate and butanols would contribute higher octane in miles per gallon to the fuel.
Some other areas to increase octane would be C5/C6 isomerization options, as long as the RVP is not limiting. There have been some recent developments in the C7 paraffin isomerization technology versus reforming, which “increased the yields and overall octane” of naphtha. That should be investigated for its merit.
Incremental alkylation capacity will continue to be very profitable.
MEL LARSON (KBC Advanced Technologies, Inc.)
One difference between the markets in Europe and the U.S. is that in the U.K., they actually have tailpipe testing. In the U.S., there is very limited actual tailpipe emissions testing. The manufacturer may show, via internal testing, that it has achieved the target CAFE standard using premium gasoline. But then, the consumer goes out and puts in regular gasoline. So as long as there is a price differential, one has to map out what the consumer will do, as opposed to the actual tailpipe emission spec. This will not have a big impact until every station, or every vehicle is checked annually for tailpipe emissions, and then we will be being driven to a certain fuel standard.
WARREN LETZSCH (Technip USA)
My experience in the past with Europe is that frequently European refiners were really motor octane-limited, not research-limited, in terms of blending their gasoline. For instance, if you could make more alkylate, it would be very, very helpful in Europe. So I would to like the ask the panel if any of you are seeing any C5 alkylation helping with vapor pressure and if there is possibly another way of being able to get lighter ends into gasoline pool. The other observation I have made is that it seems as if half of the reformers today seem to be running for hydrogen rather than for octane anyway. In fact, I did not really realize that you could run a CCR (circulating catalyst regenerations) unit in such a low octane number; and again, it seems like there is a lot of room there for things. I sure would like to hear your comments.
DUNHAM (UOP LLC, A Honeywell Company)
We have seen a lot of interest in C5 alkylation, particularly when crude prices were high and natural gas price was low and we were getting a lot of cheap isobutene on the market. That is a real economic driver for C5 alkylation. If you can get cheap isobutene, it makes sense to alkylate the C5. You get a little vapor pressure reduction. One of the factors in alkylating C5 is how much isopentene you make. There is a lot of hydrogen transfer and C5 olefin conversion to isopentene, and then you can consume more isobutene. People are starting to look at that option.
Just about the time we thought people were going to move into this, there was a little drawback on propylene economics; so people started alkylating propylene to fill their units instead of C5. However, we may get back in that situation where C5 is attractive, if they start selling propylene more and isobutene price stays low.
DOMINIC VARRAVETO (Burns & McDonnell)
I want to comment on the C5 alkylation issue that someone just brought up. We have worked with some customers who are looking at sulfuric acid C5 alkylation. Our experience is that there is no one out there doing this to a very great extent and that some of the operators will try to co-process, but the best results are achieved from a dedicated C5 alkylation arrangement. So co-processing is a compromise type of an opportunity; dedicated processing works better.
ERIC YE (DuPont Clean Technologies)
Even without potential regulatory increases in minimum octanes, in a low price gasoline environment, it seems clear that lower prices result in premium gasoline demand. As such, refiners should already be employing strategies to increase the production of high octane blendstocks. As with any strategy, the impact of any moves to increase the octane pool needs to consider the impact of modifications on the total refinery economic return. Such concerns include yield shifts to non-gasoline products, such as fuel gas and LPG; gasoline RVP constraints; butane containment; and if applicable, petrochemical operations, to name a few.
Excluding the increased use of ethanol, which is currently limited by the current E10 blendwall restrictions, some options a refiner may consider increasing the octane pool include:
-
Reducing the Volume of Low Octane Blendstocks: Straight run naphtha (SRN) is one of the lowest octane blendstocks in a refiner’s gasoline pool. Some refiners, particularly a number in overseas refineries, employee a strategy of cracking SRN in an FCC. While cracking SRN in the FCC reduces the amount of low octane naphtha available for gasoline blending, it also generates an increased volume of light olefins that can be alkylated to create a high octane and low RVP gasoline blendstock. With butane prices selling at significant discounts to gasoline, such an action could prove to be quite lucrative for the refiner provided that such an action does not adversely affect the refinery FCC or fuel gas balance.
-
Employing Isomerization: SRN can be isomerized to realize a 10-15 octane number improvement. However, the relatively high RVP of the isomerate (15 to 20 psia) restricts the volume of isomerate that can be blended into the gasoline pool. In addition, the upgrading process results in modest C5+ yield loss and an increase in LPG and fuel gas production.
-
Increasing Alkylate Capacity: If a refinery has light olefins (C3=, C4=, and C5=) available, consideration should be given to maximizing alkylate production. While C3 and C5 alkylation produces a product that is lower in octane than high-octane C4= alkylation, the alkylate still has an octane significantly above regular unleaded (RUL) gasoline. In addition, the low RVP of the alkylate allows a refiner to blend in high octane and high RVP blendstocks, such as butanes, to further boost the octane pool. For refiners with existing alkylation units, modifications to the configuration or operation of the alkylation unit can often generate 1 to 3 octane number improvements of the overall alkylate product. The modifications are specific to the type [HF or H2SO4 (sulfuric acid)] technology and the particular configuration, but some options for sulfuric acid alkylation units include external feed chillers, segregated contactors, or high efficiency bundles.
-
Increasing Reformer Severity: Increasing reformer severity is an option to increase the octane pool. However, such a strategy must take into account reduced C5+ yields and increased fuel gas and LPG production.
-
Hydrocracker Heart Cut: Most hydrocrackers have the ability to produce two separate gasoline boiling cuts: light heart cut and a heavy heart cut. The low aromatic content of these streams results in a blendstock that is relatively low in octane. The heavy heart cut normally possesses a high N+2A and thus produces a high-octane reformate with minimal C5+ yield loss and LPG/fuel gas production. Depending on the particular refinery option, the light heart cut could be directly blended into gasoline and the reformer supplemented with SRN that possess a higher N+2A.
SCOTT LAMBIE (KBC Advanced Technologies, Inc.)
C3/C4 Paraffins Processing: Dehydrogenation of paraffins and alkylation of the olefins produced will provide a premium quality, high-octane blendstock for the gasoline pool. Additional alkylation capacity would be needed to accommodate the increased olefin production. Alternatively, isobutane can be dehydrogenated to produce isooctene and then saturated to produce isooctane, if desired. This process produces a very high-octane gasoline blendstock.
Similarly, converting LPG to aromatics will produce a high octane, but highly aromatic product is a processing option. The benzene content would be very high and would need either extraction to produce a benzene product for sales or alkylation with a light olefin to produce a gasoline component. Again, the economics of producing gasoline via this route may be hard to justify.
C5/C6 Processing: Increasing light naphtha octane via isomerization technology has significant potential but comes at the expense of high RVP, which makes it difficult to blend into the gasoline pool.
There are a number of isomerization unit configurations that can increase the octane of light naphtha. A few options are as follows:
-
Adding a deisopentanizer on the light naphtha can add from 1 to 2 octane numbers to the combined isomerate, depending on light straight-run (LSR) iC5 content.
-
Recycle options, either mol sieve or a deisohexanizer (DIH), can increase product octanes to the upper 80s.
-
Super deisohexanizer to recycle nC5 to extinction, in addition to recycling nc6 and most methyl pentanes, can increase isomerate octane to the low 90s.
The increase in RVP may become problematic or prohibitive to light naphtha upgrading options.
Reforming: Many refineries have the ability to increase the feed rate to the reforming unit by reducing the amount of heavy naphtha sent directly to blending. In addition, many reformers have the capability to increase the severity or octane of reformate as well. This flexibility resulted from compliance with the ethanol mandate that increased the octane of the gasoline pool considerably. The combination of increased severity and throughput in the reformer helps increase the octane and heat content of the gasoline pool and, as a result, increases the fuel efficiency or miles per gallon.
Higher reformer throughputs and severities will result in increased aromatics and benzene production that will need to be managed in the gasoline pool. Additional technologies – such as extraction, saturation, or alkylation – may be necessary to reduce benzene levels to meet gasoline specifications.
C7 Processing: The merits of isomerizing C7 paraffins, as opposed to reforming, warrants investigation.
Alkylation: Many units today are at or near maximum capacity. Increasing I/O (isobutane/olefin) ratios will increase alkylate octane incrementally but will unlikely have a major impact on the pool octane. Refiners constrained on capacity may consider lower I/O ratios to accommodate more feed. However, this will come at the expense of lower octane. Refiners not constrained on capacity may consider alkylating propylene or amylenes; again, at the expense of octane. However, these feedstocks will compete with their alternate dispositions. In addition, the alkylation unit may need to be revamped to accommodate the propylene/propane and pentanes/amylenes feedstocks.
Additional alkylation capacity will continue to be very economical. The most likely source of olefin feedstock is an FCC unit, which would most likely require additional feed. This will be an economic decision based on crude selection and overall refinery economics.
FCC: Additional feed can yield additional olefins for alkylation units. The source of FCC feed will have to be rationalized with crude economics. Provided economics are positive, feed rate additions – and hence, olefins production increases –may coincide with alkylation capacity additions. Maximization of ZSM-5 to produce olefins for alkylation will have the added benefit of increasing FCC naphtha octane. The gasoline pool aromatics and benzene content need careful consideration.
sobutanol’s low blend RVP is a significant advantage versus ethanol as it would allow for blending more light naphtha, isomerate, or butane to the gasoline pool. The lower oxygen content would allow for blending up to 16.5% isobutanol while maintaining the same oxygen content in the gasoline pool as 10% ethanol. This increased volume results in increased octane to the pool overall, as well as doubles the RIN (renewable identification number) credits from 10 to 21.9 per gallon of gasoline. The ability to blend isobutanols at the refinery is another big advantage for refiners as this allows for minimizing giveaway in gasoline blends. Isobutanol’s energy content is approximately 17% higher than ethanol, which improves the average mpg (mile per gallon) of gasoline.
GINGER KEADY (Technip)
“The efficiency of gasoline engines depends on the octane number, but that’s not something that’s changed in quite a while,” says Raymond Speth, a research scientist in MIT’s (Massachusetts Institute of Technology’s) Department of Aeronautics and Astronautics. “If [manufacturers] know the gasoline is higher-octane, they can design engines to have a higher compression ratio, which would make the engine smaller and more efficient, both of which are a benefit.”1
Suggested strategies to provide higher octane gasoline are the following:
-
Use technology to create branched paraffins for higher octane blending components by sending most light straight-run and saturated gas naphtha to isomerization.
-
Base gasoline octane on RON. Octane rating in Europe is RON and the U.S. is the average of RON and MON (MON designed for carbureted engines rather than modern, fuel-injected engines). The difference indicates sensitivity to changing operating conditions. BS EN 228 95 RON is a legal standard. No MON is posted, but 85 MON minimum is given in BS EN 228. There is no requirement for 97-98 RON, but it is provided at few select locations. The refiners are allowed to sell 90 RON to niche market (older cars), but octane is not easily available and is not cheaper.
-
Reduce the number of octane gasolines available on the market, i.e., drop lower octane gasoline.
-
Export light naphtha to be used as olefins feedstock.
-
Reform coker naphtha but watch the RON loss with the benzene removal.


Question 6: Do LTOs contain higher concentrations of nitrogen? If so, how has this higher concentration effected gasoline processing units?
PATEL (Valero Energy Corporation)
The LTOs generally do not contain a higher concentration of nitrogen. LTOs are typically characterized as light, sweet, low-sulfur, low-nitrogen crudes. For example, the Eagle Ford and the Bakken nitrogen typically contains less than 2 ppm. Nonetheless, the gasoline processing units are impacted when refineries process higher percentage of the LTOs because of the crudes. The LTOs have lighter and heavier naphthalenes, which causes an increase in the feed rate to the naphtha hydrotreater and to the isomerization and reformer units, producing higher barrels of the isomerate and reformate in the refinery gasoline pool. LTOs can also cause challenges for blending the light straight-run naphtha and its handling because of the higher rate and vapor pressure. Also, LTO crudes are higher in paraffins, so the reformer feed will be leaner with the lower end, which that could result in requiring more severity and lower product octane. Also, the higher naphtha yield could result in a directionally lower rate to the FCC and alkylation unit, and that could cause underutilization of those units and reduced contribution to the refinery gasoline pool.
GINGER KEADY (Technip)
It is not easy to get ahold of some of these assays. People keep them very close. I have seen one between the initial point and 390°F. In that case, there was no reported nitrogen. And in between 390°F and 480°F, the reported nitrogen was around less than 20 ppm total nitrogen.
Question 7: Recognizing that onstream factor is an important component of margin capture, what are the common areas of improvement for each of the gasoline processing units to reduce downtime or increase turnaround interval?
KEADY (Technip USA)
At the very beginning, we talked a lot about how to improve onstream factors. Since my background is technology and engineering, I have seen everything: from clients who did not want to spend any money to clients in the Middle East who were willing to put in empty, spare reactors just so they could get four years and almost push five years. They were willing to install spare compressors, maybe more so than clients here in the U.S. Also, we think that the alkylation unit will have to be able to operate within the same turnaround schedule as the FCC, so you can keep that unit. There are corrosion issues in alkylation units that will have to be addressed. There is fouling in the naphtha hydrotreater, which may be from nitrogen and air contamination from tankage and transport.
Utilities are often overlooked. I went to speak with a colleague, who is our utility expert, and he said, “We do all these things in the process area, and then the utilities sometimes let us down.” Air compressors should always be spared. Reliability sometimes is due to overuse and the fact that people do not maintain compressors as much as they should. The system needs a backup power source. Nitrogen is an important system because it is used for purging processes. It needs extra capacity. And then for fuel gas, you need many sources of fuel gas to avoid problems resulting from insufficient fuel gas.
LAMBIE (KBC Advanced Technologies, Inc.)
Maintaining good water, chloride, and nitrogen control around the units will help minimize fouling and corrosion in equipment, which will lead to improved onstream factors. Having a good reliability KPI (key performance indicator) monitoring program that includes equipment replacement strategies, as well as doing a good job cleaning or passivating equipment, will prevent premature fouling and possible failures due to corrosion. You also need a good catalyst management system for naphtha hydrotreaters that includes catalyst bed grading, scale traps, or outlet collector design to prevent premature shutdowns due to pressure drop. In fact, there is going to be a paper this afternoon by Valero which addresses this particular topic. Also, take advantage of windows of opportunity. If there is a mechanical issue in the reformer that caused a shutdown, use that time while the unit is down to do a skim of the NHT (naphtha hydrotreater) catalyst. This requires good maintenance planning and scheduling practices.
As far as turnaround time intervals, there is not a lot of incentive to go beyond five years. Going beyond five years between turnarounds would require a full inspection of each turnaround, per the 10-year API inspection guidelines. Maintaining a five-year cycle allows you to inspect half of the equipment each turnaround, thereby shortening the turnaround time. Having an integrated Process, Mechanical, and Contractor plan and ensuring that everyone is on the same page will provide for an efficient turnaround. You also want to make sure you have the correct spares in inventory so you will not have to go searching around and ordering new parts, if needed. Finally, you should have good bolt-up procedures for flanges to avoid leaks and potential re-bolting of flanges.
FRY (Delek Refining Ltd.)
We have a Kellogg-style sulfuric acid alkylation unit, and we recently made some efforts to improve certain aspects of our alkylate wash system. Based on our experience, I would say that you need to make sure that you understand the entire process. Small changes in one part of the process can have great impacts elsewhere. The change that we made did not help our reliability. In fact, it decreased it. So, make sure you have a good understanding of how the entire process works and how a small change might impact it. Do not do it piecemeal. Make sure that you have consider the big picture.
KEVIN PROOPS (Koch Industries, Inc.)
Those were great answers from the panel. Thank you. I will put on my old Solomon hat for a minute. A good target for operational ability is around 97%. The question asks about increasing turnaround interval. I agree with Scott’s comment that interval may not be the correct focus. From our Flint Hills Refinery data, I know that once you get four- or five-year intervals, you are probably in good shape. But really, the turnaround duration is more important. Even the really good performers that have fairly short downtimes often have opportunities, maybe in startup and shutdown, when they are really pushing the mechanical window as hard as possible but not paying enough attention to how much time it takes to start up and shut down a unit.
UNIDENTIFIED SPEAKER (Indian Oil Corporation)
I have a specific question about the CCR unit. I am not talking about the downtime for annual maintenance; I am asking about catalyst fines management. What are the best times between two catalyst-saving operations? Could we have a cycle end of two years with a license that can go up to four years with room required to see and remove the fines? So, I would like to ask the panel their opinion about a good run-length for the catalyst.
ROBERTSON (AFPM)
His question is: How long can you run a CCR between the time that you screen or remove fines from the catalyst?
WAYNE WOODARD (Valero Energy Corporation)
For our CCR units, we target mechanical availability of eight to 10 years. What we do for every CCR turnaround is inspect Reactor One and document how much it has plugged over the course of the cycle. I wrote a paper stating that although the unit may be on a five-year cycle. I will offer an opinion based on the plugging in Reactor One that this unit can operate reliably for up to 10 years, possibly shorter, depending on the findings of the Reactor One inspection). It is common to go over a five-year turnaround cycle to capture economics.
MEL LARSON (KBC Advanced Technologies, Inc.)
Going forward, I think we will have to consider all of the new EPA guidelines and regulations that are coming into play. The industry may find we not pushing units up against the hydraulic limit, even with the economic value for running the units. With all of the environmental guidelines, such as opening up vessels and emissions allowances, the industry might cut rates with the need for better reliability because of the lower tolerance of emissions excursions and the associated higher cost. Just a point to consider.
PATRICK BULLEN (UOP LLC, A Honeywell Company)
Related to the CCR question and Wayne’s comment, to attain a five- to eight-year run without fouling the lead reactor, you really have to pay attention to the Best Practices on the regen side to make sure you are continuously monitoring your regen screens and not allowing them to plug up too much. This requires taking an outage on the regen side to clean the screens while you are running the platforming unit. Ensure that you are separating your catalyst fines efficiently by checking to see if you are getting whole pills overhead. These Best Practices are critical to get that longevity.
GARY HAWKINS (Emerson Process Management)
We have seen considerable interest in automation to monitor asset health, such as heat exchangers and process pumps, specifically to lessen the surprises of mechanical equipment failure. The business drivers of these investments are to improve onstream availability and the advent of wireless field devices has lowered the capital cost hurdles of adding instrumentation.
SCOTT LAMBIE (KBC Advanced Technologies, Inc.)
Turnaround time intervals approaching 60 months are becoming more frequent as processes and procedures improve over time. The incentive to extend the turnaround cycle beyond 60 months does nothing more than prolong turnaround times. All refinery equipment should be inspected within a 10-year period. Beyond 60 months (five years) between turnarounds, all equipment would need to be inspected every turnaround, which increases the turnaround time. Inspecting half the equipment every five years allows for shorter turnaround times, and complete inspection of all the equipment within a 10-year period.
Some of the common areas that can help improve onstream factor and unit reliability are listed below.
-
Maintain good water, chloride, and nitrogen control to minimize corrosion and fouling in exchangers, towers and compressors including
-
Use chloride guards' beds to reduce salting and fouling issues and
-
Apply sufficient/effective water-wash of reactor effluent trains and stabilizer towers, where applicable.
-
Perform adequate instrument/emergency shutdown testing and providing appropriate instrument redundancy.
-
Have a good Reliability KPI Monitoring Program that includes an equipment replacement strategy and a corrosion control program.
-
Minimize thermal cycling to improve equipment life and minimize leaks.
-
Identify and have in stock critical spare equipment.
-
Perform compressor strengths and weaknesses audits
-
Identification of adequate instrument availability to measure critical parameters,
-
Trip system checks,
-
Verification of spare parts/spare rotor availability, and
-
Fouling protection needs.
-
Good regeneration procedures for semi-regen/cyclic reforming units to minimize corrosion and fouling post regeneration.
-
Assure adequate corrosion control in the CCR section.
-
Good furnace refractory and skin temperature measurement and monitoring.
-
Effective catalyst life management on naphtha hydrotreaters to account for poisons buildup
-
Catalyst bed grading, outlet collector design, scale traps, etc. in NHTs and
-
Good corrosion control upstream of the naphtha unit.
-
Have a reliable steam/power supply for all units.
-
Be opportunistic:
-
Requires good maintenance planning and scheduling.
-
Take advantage of windows of opportunity to do maintenance.
-
For example, if the reformer has a mechanical problem and needs to shut down, fix, replace, or repair a piece of equipment or skim the NHT reactor during the shutdown time.
Some of the common ways to reduce turnaround time are listed below.
-
Integrate the process, mechanical, and contractor plans.
-
Ensure good corrosion control to avoid unplanned corrosion, leaks, or fouling of compressors during the shutdown.
-
Utilize the best regeneration procedures for semi-regen units to maximize catalyst online stability in the minimum amount of time.
-
Use good equipment cleaning and passivation.
-
Use the best quality swing valves in cyclic reforming units.
-
Ensure the correct spares inventory for reactor/vessel internals.
-
Use Best Practice bolt-up procedures to avoid leaks and repeat bolt tightening by using controlled bolting on higher pressure flange and using correct gaskets.
GINGER KEADY (Technip)
Technology and engineering design help improve onstream factors. Depending on the cost tradeoff, sparing philosophy increases onstream time. Some client's spare reactors and compressors.
The alkylation process must match FCC (now three to five years between turnarounds) with corrosion management in alky units that operate out of the design conditions.
Fouling occurs in NHT due to nitrogen and air contamination from tankage and transport. Fouling and corrosion due to chlorides is managed with continuous water-washing. Waterwash pumps should be spared. The waterwash rate depends on the NH3 and H2S in the feed, approximately 5 to 10 vol% of feed rates. Overcooling in reactor effluent cooler should be prevented to reduce fouling.
These support utilities are sometimes overlooked:
-
Instrument Air: Air compressor is always spared. Reliability is reduced due to overuse, as well as lack of maintenance and uneven load share. The system needs backup power.
-
Nitrogen System: Nitrogen used for purging processes requires spare capacity.
-
Fuel Gas: Several sources of fuel gas are required, particularly for gas turbines.
Question 8: How will the recently announced EPA regulations on emissions impact your refinery operation and specific technologies [FCC, hydroprocessing, coking, CDU/VDU (crude distillation unit/vacuum distillation unit), reforming, etc.]?
PATEL (Valero Energy Corporation)
Refinery risk and technology rules were adopted last week on September 29th. They are expected to have a significant impact on the refining industry. The rules require additional control and monitoring of the emissions from the refineries and the emission reporting that is available to the public and other neighboring communities. The revisions include newer requirements for the lead coker flaring operations and fenceline monitoring and the elimination of some of the startup/shutdown emissions in the malfunction provision. The delayed cooker depressuring standard provision states that the coke drum cannot be vented to atmosphere until a pressure of 2 psig (pounds per square inch gauge) or lower, or the refinery average, is reached.
For the existing coker, this will be averaged over 60 cycles. For the new cokers, the standard will apply for each event. The Southern California AQMD (Air Quality Management District) already implemented Rules 11 and 14 last year that limit the depressuring drum pressure to 5 psig for each event. And starting January 1st, 2017, it will go down to 2 psi for each event. Depending on the blowdown system, significant modifications could be required to meet this requirement.
The flare monitoring and operations that are used as a control device for the hazardous air pollutant streams are subject to a new monitoring and control requirement that is designed to guarantee that the flare operates with 98% destruction efficiency at all times. Composition monitoring and automatic control will be required on all flow streams going to the flare, including steam, purge gas, and acid gas to ensure that certain BTU and combustion characteristics are achieved.
Fenceline Monitoring: All refineries will be required to deploy a series of passive absorption tubes around the perimeter of the facility to monitor for benzene. The proposed standard is 2.8 parts per billion on the rolling annual average for an average of 26 events per year. Any incident could trigger a root cause and corrective action analysis to reduce the emissions. All sampling results will be available to the public. Some of the root cause analysis and action plans must be submitted to the EPA.
The SSM (startup/shutdown malfunction) Emission: All sources and regulations must be in compliance with the emission standards at all times, including for the startup/shutdown and the malfunction. Limited exceptions exist for FCC and sulfur recovery units. Otherwise, FCC units that are equipped with scrubber and CO (carbon monoxide) boiler are expected to comply all the time.
Under the proposed revision, the recommended gassing to the atmosphere cannot occur until the vapors are below 10% LEL (lower explosive limit) or pressure is below 5 pounds. The monitoring of the atmospheric PRDs (pressure-relieving devices) will be required. The release event must be analyzed from these devices to determine the cause and remedy, and there is a firm limit that no more than three events in the three years per device will be allowed. The deadline expected for the fenceline monitoring is December 2017, and the provisions will be effective the following year: December 2018.
SIM ROMERO (KBC Advanced Technologies, Inc.)
There is a P&P tomorrow at 2:00 to discuss methods of addressing the two-pound limit on the delayed cokers. It can be expensive or relatively inexpensive, depending on your choice of equipment and equipment configuration. I will be giving that presentation.
DOMINIC VARRAVETO (Burns & McDonnell)
I just want to point out that in Day 1 of the “Conference Daily” published by Hydrocarbon Processing that is available to everyone, there is an article on page 12 authored by Blake Soyars, Jim Corbit, Greg Neve, and Mark Lockhart from Burns & McDonnell addressing this subject.