Question 62: What are the advantages and disadvantages to constructing “modular" refining process units versus traditional "stick built" units? What are the issues with each construction approach?
Year
2014
Process
Chris Claesen (NALCO Champion)
The main source seems to be crystalline salt. A relatively new method to determine total chlorides is the Chlora instrument, desaltable chlorides can be determined by the extraction method, and the difference is taken as un-desaltable chlorides. Crystalline salts can be seen as solids and any means to reduce solids can have an impact on the crystalline salt content, of course the particle size will have an influence. Adding water as far upstream as possible is also a technique that has been used with some success.
Phil Thornthwaite (NALCO Champion)
Another potential source can be chlorides that are bound within an asphaltene matrix, sometimes termed as asphaltene hydrochlorides. Contamination with these species can occur immediately after well acidizing activities upstream. These chloride species are in effect organic chlorides and the chlorine will be released when the oil has passed through the crude of vacuum furnace.
Chris Claesen (NALCO Champion)
The advantage is a reduction of freshwater use and sometimes a reduction in the load of contaminants(phenols) to the WTP. We have developed desalter washwater specs to prevent negative effects on desalter performance, fouling and corrosion. Oxygen, Ammonia, Hardness, TDS and Filterable are solids, the most obvious ones.
Phil Thornthwaite (NALCO Champion) The quality of desalter wash water can have a big impact not only on desalting but also other aspects of refinery operation. Good quality recycled process water is ideal such as recycled overhead sour water from the crude unit and / or stripper sour water bottoms. However, these streams have to meet certain quality standard to ensure they are low in impurities such as ammonia and / or amine contents.
Wash water volume is of paramount importance so blending with other water sources is a common practice. However, care should be taken so that the quality of the wash water is not compromised.
The use of water sources containing oxygen, hardness and solids are not recommended.
Chris Claesen (NALCO Champion)
The main influence is on level controllers, the most sensitive are the float type controllers but other instruments are also somewhat influenced by the crude Sulphur content.
Glenn Scattergood (NALCO Champion)
Increase in Amps, decrease in Voltage due to:
1.Heavy crude is more conductive, higher in metals content.
2.Heavy crude provides less naphtha used to preheat raw crude, desalter temperature is decreased, and dehydration efficiency may be decreased.
To determine which or both is occurring good monitoring of water in desalted crude along with chloride in both atmospheric and vacuum tower overheads is required.
Phil Thornthwait (NALCO Champion)
Float and differential level controllers are sensitive to changes in feed densities; operating in block modes between fuels and bitumen crudes for example can introduce difficulties in controlling the level. Heavier crudes also increase contaminants in the crude such as solids and metals and these can interfere with other types of level control. Also, these contaminants can influence the conductivity of crude, increasing amps and reducing volts.
Chris Claesen (NALCO Champion)
Some naphthenic acids will not partition into the water phase and normally do not create a wastewater issue. In case of washwater and brine pH’s above 8.5 the naphthenic acids can form a soap, and this can cause severe emulsion formation and oil carry-under to the WTP. At high temperatures, in VDU, VBU and DCU units, the naphthenic acids can break down and generate light organic acids, these will concentrate in the sour water and end up in the WTP, that will give increased COD but the organic acids are easy to digest in the bio treatment provided DO levels can be maintained to ensure optimal operation so that septicity can be avoided that may promote the growth of filamentous bacteria.
Dennis Haynes (NALCO Champion)
The top causes of fouling with tight oil are asphaltene, destabilization on blending with asphaltene bearing crudes and also the potential for thermal production of foulant material. Operational changes due to processing a higher degree of light tight oil may also impact fouling trends in crude unit preheat systems. Modification of blending strategies or use of antifoulant additives have both been used to control fouling in the preheat train.
Greg Savage (NALCO Champion)
Crude preheats and furnace fouling is an observed problem in processing price advantage crudes like light tight oils (LTO) and heavy Western Canadian crudes. Tight oils blended with asphaltenic crudes (like Western Canadian Crudes) can reduce crude stability and precipitate asphaltenes. The higher the proportion of LTO in the crude feed slate the greater the potential for fouling (as seen below).
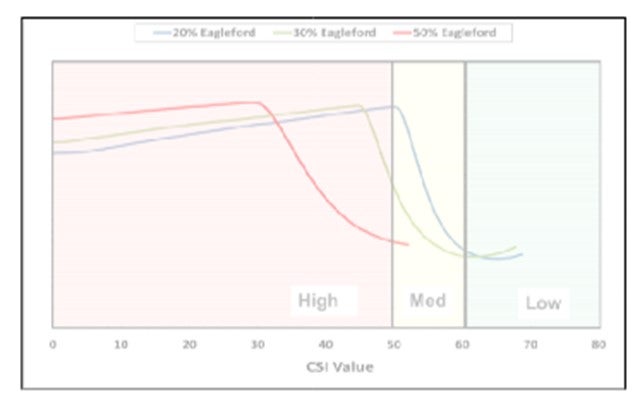
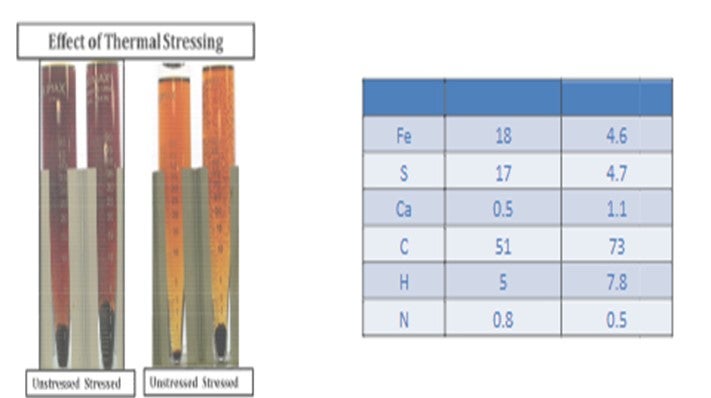
In addition to reduced stability due to blending, when thermally stressed, tight oil forms polar aromatic particles that are unstable in the bulk fluid (pictured below). It is theorized, the aromatic portion of light tight oils dehydrogenates and undergoes condensation reactions to form polynuclear aromatic particles that are unstable in the bulk oil due to the tight oil’s poor oil solvency power. These polar aromatic particles have been observed in the ALCOR Hot Liquid Process Simulator (HLPS) as well as in field deposits. Also, high inorganic solids levels have bound with organic foulants deposit on heat transfer surfaces.
Waxes from tight oils frequently foul cold exchanger trains. A number of refiners have identified crude column fouling from upstream phosphorous additives or amine salts. Consequently, crude preheat, furnace, and tower fouling are increasing problems in processing tight oil/Canadian crudes.
Contaminants that cause fouling are frequently not identified in conventional crude assays, crude diets frequently change, and unit operations can be very dynamic. Crude heater fouling can be very challenging to diagnose. Fouling of the crude preheat and the crude heater could be caused by:
•Poor tube cleaning
•Slops processing
•Poor desalter operation
•Chemical additive treatment
•Over fired tubes
•Flow imbalance between passes
•Locally high heat fluxes due to poor heat distribution or burner tip plugging
•Inadequate mass velocity
•High heat flux
•High fluid bulk temperature
•Excessive vaporization in the crude preheats and heater
•Destabilization and agglomeration of asphaltenes
•Deposition of inorganic salts such as iron sulfide, sand, as well as alkali and alkaline earth metal salts present in the feed
When troubleshooting crude preheat and heater fouling problems, the mechanical and operational conditions of the unit should be evaluated from the tank farm to the boundary limits using a unit audit assessment, temperature and pressure survey, as well as rigorous heat transfer simulation using software such as NALCO MONITOR™. The evaluation of mechanical and operational conditions includes but is not limited to:
•Tank farm mechanical capabilities and limitations as well as blending operation
•Desalter operational and mechanical capabilities and limitations
•Desalter optimization
•Mud wash study
•Evaluation of caustic injection systems
•Exchanger and heater velocity calculations
•Heat flux profile for exchangers and heater comparison to design
•Exchanger train splitter optimization
•Evaluation of cleaning effectiveness with optimum cleaning schedule recommendations
•Heater fireside evaluation with thermography survey
•Vaporization evaluation in exchangers and the heater
•To evaluate the chemical fouling risks the crude slate is initially evaluated using a crude operating experience data base. Additionally, samples should be collected, and chemical analysis performed including deposit analyses, crude characterization, and laboratory fouling simulation in order to determine fouling mechanisms and evaluate solutions. Proper monitoring of preheats and furnaces is essential to success of any fouling control program as the system is complex and extremely dynamic.
Refiners have reduced fouling rates when processing light tight oils through improving furnace heat distribution, minimizing furnace vaporization, increasing desalter solids removal through optimization and chemistries, optimizing caustic addition, online exchanger cleanings, and the use of antifoulants. Recent antifoulant trials have demonstrated reduced furnace fouling rates from 3 - 5°F/day to less than 1°F/day.
Chris Claesen (NALCO Champion)
This is a common practice in furnaces that have severe operation (VBU, Coker, etc.). All VBU’s have multiple fixed TMT measurements on all coils. Thermal imaging is used in furnaces that have specific TMT issues, it does require expertise and specialized thermal imaging cameras in order to get useful data. Thermal imaging will not work on tubes that have external fouling.
Greg Savage (NALCO Champion)
Thermography can help identify hot spots that will not be detected using fixed temperature measurements, however, there can be greater error in measurement. Additionally, flame height and pattern can be determined using thermography. Consequently, a combination of fixed temperature measurements and thermography is recommended.
Pat Bernhagen (Foster Wheeler USA Corporation)
This is a common and if properly performed a quite effective tool in monitoring difficult or sensitive heater services. Some refiners have their own scanning team and put all their heaters on a regular rotation of monitoring. Other refiners outsource to specialized companies. TSTC (tube skin thermocouples) are the other predominate tube wall measuring device. There are a number of advancements in the market for these TSTC over the traditional knife edge design. The advantages are more accurate readings and maintenance if properly installed. The combination of the thermal scan and TSTC is recommended for every heater. A scan should cover the TSTC area to verify both devices are reading true. The frequency of the thermal scan is largely dependent on the severity or sensitivity of the heater operation. Once or twice a year each heater should have a thermal scan but for instance a delayed coker heater should be monitored much more frequently say every week or two if in house people are available. On existing units consider providing additional sight ports and platforms as needed to improve the viewing of the tubes.
This is an important feature to consider in new units - provide adequate number of sight doors, necessary platforms, confirm view angles to ensure all tubes are in view and perhaps even the type of design if in critical service that has an inherently better ability to view all the tubes and full length of the tubes. Foster Wheeler’s double fired Terrace Wall units both horizontal and vertical tube variety have full viewing capability as an example of benchmarks to compare against.
Jim Norton and Chris Steves (Norton Engineering)
Several industry standard methods exist for tube-wall temperature measurement in heaters.
1.Tube skin thermocouples – installed at multiple locations for continuous measurement. These should be shielded type for accuracy and longevity, checked frequently, and replaced when failed.
2.Infrared Thermography – indicates via photograph the tube temperature and surrounding refractory. Temperatures are inferred from color, or contrast of photograph. Requires a large sight-port, special equipment, and is not practical for continuous or even frequent monitoring. Limited to identifying hot tube areas from flame impingement, fouling, and flue gas patterns. Can be used to monitor progress of fouling, checking of skin T/S, and flame condition.
3.Infrared Pyrometer – used with high intensity or high temperature heaters (e.g. ethylene and hydrogen production). Can be used to measure temperatures over the entire length of the tube. Ease of use for operators once per shift.
Chris Claesen (NALCO Champion)
We do not recommend the use of low base strength neutralizers that have a pkb lower than Ammonia for the obvious reason that these are not able to compete with Ammonia in the chloride salt formation. We prefer higher base strength neutralizers but that is only part of the selection criteria, other important criteria are vapor/liquid partitioning, chloride salt properties, oil/water distribution in OVHD and desalter, volatility, toxicity and cost/performance.
Phil Thornthwaite (NALCO Champion)
It is important to note that the use of any neutralizer should be closely monitored using the appropriate phase modelling software so that dew point pH and salt formation properties can be closely monitored. The ability to monitor this on a routine basis is advantageous (i.e. every service visit) versus periodic assessments as it help in ensuring that corrosion is effectively controlled whilst assessing the risk of salt formation.
Dennis Hayne (NALCO Champion)
The base strength is important to make sure the neutralizer chosen reacts with its target acid at the point in the process where it is supposed to. The efficiency of application also depends on method of introduction into the overhead system.
