Co-Processing Renewable Feedstocks in FCC
Sustainability, FCC
Co-processing of sustainable feedstocks in FCC units is gaining popularity in industry but first-hand experience is still relatively limited. This roundtable session will highlight real-world experiences and first-hand learnings from a diverse panel of experts that includes operators, technology licensors, consultants and catalyst suppliers. Discussion topics will include topics such as supply/logistics, economic incentives/credits, operating issues/troubleshooting and other commercial experiences. Bring your questions and be ready for interactive discussion!
Facilitator: Nik Larsen, Marathon Petroleum Corporation
Speakers:
Stefan Brandt, W. R. Grace & Co.
Derek Froehle, Honeywell UOP
Mel Larson, Becht
Gary Lee, Parkland Refining (B.C.) Ltd.
Session Start End
-
Topic
Turnaround Roundtable (Continued)
Turnaround
Facilitator:
Brad Hase, HF Sinclair
Speakers:
Robin Harris, Phillips 66
Mike DeHart, Valero Energy Corporation
Steven Giffin, PBF Energy
Topics:
Planning Norms
Safe Efficient Handover
Craft Skills and Availability
Speakers
Session Start End
-
Topic
Question 83: As the time between FCC unit turnaround events are continuously being extended, what areas have you identified as having a high likelihood of failure due to erosion and what preventive measures can be taken to avoid such failures?
Peter Blaser (CPFD Software, LLC)
Erosion due to catalyst impact is often a strong function of particle velocity. However overall operating conditions, such as superficial velocity, are often insufficient to predict local erosion characteristics in FCC equipment where the likelihood and severity of erosion is influenced by local catalyst acceleration and impact. The mass, velocity, angle of impact, surface material and other factors all influence this local erosion behavior.
One approach to minimize erosion damage and avoid related failures is to use computational fluid dynamics (CFD) software to simulate the gas/catalyst flow in FCC units and components to assess the likelihood that a particular combination of design and operating condition will result in excessive erosion. This type of modeling and analysis is often used to compare the relative performance of alternative designs.
For example, one published instance of this approach utilized CFD modeling to predict the observed erosion pattern in reactor cyclones at the Marathon Petroleum Catlettsburg Refinery. The validated model was then used to compare the erosion characteristics of alternative proposed design changes and to ensure the planned changes did not have a detrimental effect on other aspects of system performance. The attached images show the erosion damage as visually observed during a turnaround and a comparison of the CFD-computed erosion for the original design compared with two alternative designs.
For more information see: 'Blaser, P., Thibault, S., and Sexton, J. “Use of Computational Modeling for FCC Reactor Cyclone Erosion Reduction at the Marathon Petroleum Catlettsburg Refinery”, Proceedings of World Fluidization Conference XIV: From Fundamentals to Products, 347-354, (2013)'.
Use of CFD modeling to predict or prevent erosion on FCC equipment has been successfully applied to reactor and regenerator vessels and internals, as well as downstream equipment such as flue gas slide valves and flue gas orifice chambers with excellent success. Understanding the likelihood of erosion and the underlying root cause enables engineers to avoid erosion-prone designs prior to construction and installation.
Tina Syvret (NALCO Champion)
Removal of nitrogen in refinery effluent water relies on biological processes. Nitrates can be handled by modifying a secondary treatment system with an anoxic reactor upstream of an aerobic reactor. The activated sludge containing nitrates formed in the aerobic reactor as a result of the nitrification process (ammonia to nitrate) are returned to the anoxic zone where they are converted to nitrogen gas.
Year
2014
Process
Question 84: Discuss your considerations for improvement of power recovery train reliability.
Year
2014
Process
Question 85: What is your reliability experience of multi-loader and continuous additive/catalyst loaders? What maintenance do you require?
Stuart Kipnis (Grace Catalysts Technologies)
Refiners have created operating flexibility during hydrotreater outages by utilizing Grace’s clean fuels GSR® additive technology.
Proper management of FCC feed hydrotreater outages becomes increasingly important as more and more refiners rely on hydrotreating to meet their per gallon gasoline sulfur limits. Running at higher severity increases the frequency of turnarounds. Conventional methods of insuring that the gasoline pool staysbelow the sulfur limit during the hydrotreater turnaround are purchasing low sulfur feed or reducing FCC throughput. Either approach can significantly reduce refinery profitability. An alternative is to use one of Grace’s gasoline sulfur reducing technologies during the outage to provide operational flexibility while maintaining sulfur compliance and profitability.
One such example of a refiner that used Grace GSR® 5 sulfur reduction additive during a feed hydrotreater outage is shown in Figure 1. The refiner was able to process higher than typical feed sulfur and maintain gasoline pool sulfur compliance. Use of GSR® 5 began two months prior to the 45-day feed hydrotreater outage. During that time, feed sulfur increased by as much as 35%. The three periods represented are typical operation (Base Period), GSR® 5 before and during the outage where gasoline sulfur reduction ranged from 20-25%, and finally GSR® 5 following the outage.
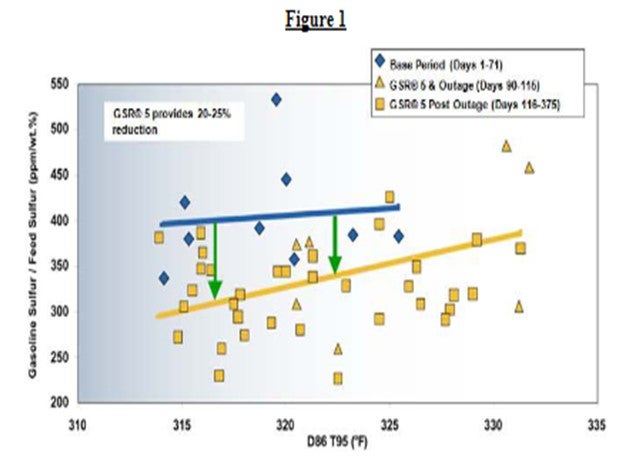
The customer estimated that use of GSR® 5 netted $1.7 millions of savings during the hydrotreater outage. The results were so encouraging that the customer elected to continue using GSR® technology, switching to a SuRCA® catalyst and operating with post outage feed sulfur 10-15% higher than the typical operation. This change to their operation grew annual profits by approximately $8 million.
Continued operation during a hydrotreater outage is just one way that refiners can benefit from application of Grace’s patented GSR® technologies. In-unit reduction of FCC gasoline sulfur creates a variety of opportunities and options for refiners to drive profitability while meeting new Tier 3 gasoline requirements.
Grace’s GSR® clean fuels solutions create economic advantages around:
• Feedstock blending
• Asset optimization to:
• Preserve octane
• Maximize throughput
• Extend pre-treatment and/or post-treatment hydrotreater life
• Gasoline stream blending options
• Generation of gasoline sulfur ABT credits to defer capital investment
Tier 3 regulations require the reduction of average gasoline pool sulfur level to ≤10 ppm with an 80-ppm cap by January 2017, compared to the current limit of ≤ 30ppm with an 80-ppm cap. Grace has substantial experience in similarly demanding environments like Japan.
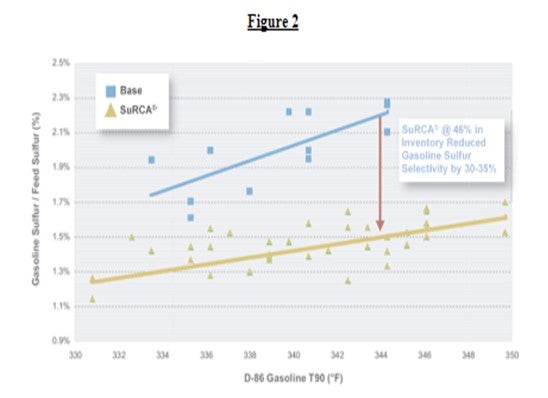
In the mid 2000’s, Japan committed to lower gasoline sulfur. As early adopters of more stringent gasoline quality regulations, Japanese refiners faced similar challenges that US refiners face today in meeting Tier 3. Since 2005, these refiners have successfully utilized Grace GSR® products to maintain compliance, observing 35%-40% reduction in the gasoline sulfur / feed sulfur ratios allowing them to meet the 10 ppm gasoline specifications. An example of a Japanese refiner meeting 10 treater severity can be seen in Figure 2. In this case, as much as 35% gasoline sulfur reduction was achieved with SuRCA® catalyst.
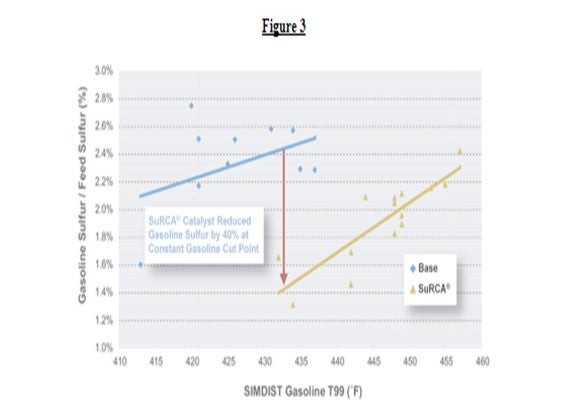
Another example [Figure 3] shows a Japanese refiner that was able to maintain compliance with the 10 ppm gasoline sulfur spec while maintaining flexibility to either blend high sulfur coker gasoline into the gasoline pool or extend the VGO hydrotreater catalyst life. Again, SuRCA®catalyst technology was and the refiner observed approximately 40% reduction in gasoline sulfur.
Grace GSR® technologies: D-PriSM result of almost two decades of innovation. Grace GSRFCC applications worldwide delivering 20%burn operations. The GSR® additive technologies are used at a 10%the catalytic solutions are a customized 100% drop can be used for short- or long-term applications; the longest continuous application is now 12 years.
Grace’s multiple product offerings allow for a truly Tier 3 compliance plan. Ask your Grace representative which product is best for your operation.
Reference: 1L. Blanchard, C. Borchert, M. Pu, NPRA Annual Meeting, 20072 L. Blanchard, T. Oishi, B. Teo, J. Haley, "SuRCARefineries", Catalagram® 98, 2005
Year
2014
Process
Question 86: What are the most profitable dispositions for slurry oil and what issues do you consider for each option?
Greg Savage (NALCO Champion)
There are several possible uses for slurry oil. It can be recycled to the FCCU feed for destruction. However, it is quite resistant to cracking and does not give good gasoline yields. Today, some major uses for FCC slurry oil are:
•Blending stock for heavy fuel oil
•Carbon Black Oil (CBO)
•Feedstock for production of needle coke
•Feedstock for the delayed coker to reduce furnace fouling
•Feedstock for fixed bed hydrocracker or ebullating bed (H-Oil) conversion processes
Heavy fuel oil is normally the lowest value disposition for slurry oil. Depending on the ash content and the viscosity, significant quantities of low viscosity blending stock must often be used to meet fuel oil specifications.
If the quantity of catalyst fines in the slurry oil can be reduced to 0.05 wt. % and other specifications met, the slurry oil can be upgraded to Carbon Black Oil (CBO). FCC slurry oil is an important source for carbon black oil. The upgrade value of slurry oil from heavy fuel oil to CBO can be significant.
For the production of needle grade coke, slurry oils can be used to increase the aromatics content of the feed. Again, however, the ash must be reduced to avoid adversely affecting the coke quality. Decant oil can reduce fouling at the coker furnace, however, it can reduce overall coker liquid yield.
When used as hydrocracker feedstock, the ash contained in the slurry oil often causes plugging of the catalyst pores in fixed bed processes and reduces the degree of conversion achieved. In ebullating bed processes, the ash contained in the slurry can cause erosion problems in the ebullating pumps used in the process.
Brian Devlin (NALCO Champion)
Slurry oil is typically sold into the fuel oil and carbon black feedstock markets. Both fuel oil and carbon black purchasers will impose a % ash maximum. Exceeding the maximum will reduce the value of the slurry, and in some contracts will trigger a price penalty. Reducing ash is accomplished by allowing the ash to settle in tankage before sale. If the process is too time consuming, or does not achieve the desired ash reduction an ash settling chemical may be recommended.
Year
2014
Process
Question 87: The increase in light tight oil as a percentage of North American crude slate has resulted in lower FCC feed production, and consequently a reduced FCC feed rate at several refineries. To address these issues, what strategies have you implemented operationally and catalytically? Are you looking at sending new streams to the FCC or increasing the proportion of existing streams such as resid?
Kenneth Bryden (Grace Catalysts Technologies)
The increase in the quantity of tight oil as a percentage of the North American crude slate has resulted in numerous changes at refiners. Tight oils, like other light sweet crudes, have a much higher ratio of 650°F- to 650°F+ material when compared to conventional crudes. Bakken tight oil has a nearly 2:1 ratio, while typical crudes such as Arabian Light, have ratios near 1:1. A refinery running high percentages of tight oil could become overloaded with light cuts, including reformer feed and isomerization feed, while at the same time short on feed for the fluid catalytic cracking unit (FCCU) and the coker. Some refiners have balanced the use of larger amounts of tight oil with increased use of heavier crudes such as Canadian Syncrude. Other refiners have charged a portion of whole tight oil to the FCC to keep the FCC full.
As refiners consider new feedstocks, testing is a valuable tool to reduce risk. Testing provides understanding of feed properties and potential yield changes. Below are examples of potential tests to use when evaluating a new feedstock.
Testing of feed metals levels is especially important since tight oil derived feeds often contain varying levels of conventional contaminants such as sodium, nickel and vanadium and unconventional contaminants such as iron and calcium. Understanding the expected metals levels of a new feed allows refiners to work with their catalyst vendor to choose catalyst options that mitigate the challenges of these metals. Grace’s newest catalyst family, ACHIEVE® catalyst, is designed to address the unique challenges associated with tight oils. ACHIEVE® catalyst formulations are flexible, enabling Grace to design a custom solution for refiners proactively increasing the amount of tight oil in their crude diet.
Feed properties such as API, concarbon and hydrocarbon types can provide insight into the expected crackability of a feed but may not tell the whole story. A fuller understanding of how a feed will crack in a unit can be obtained through testing. Either bench-scale testing (ACE or MAT) or pilot-scale testing (such as Grace’s DCR™ circulating pilot plant) can be done. MAT and ACE testing have the advantages that they are easy to set up and require small amounts of material.2 However, these units cannot provide the detailed product analysis or feedback on extended operation that pilot scale units can. Larger scale test equipment such as a pilot unit can provide sufficient liquid product for distillation and detailed analysis (such as API gravity and aniline point of LCO produced, viscosity of bottoms, octane engine testing of gasoline, etc.) and can provide information on continuous operation. Additionally, compared to bench scale units, the DCR pilot plant has the advantage that it mimics all the processes present in commercial operation and it can operate at the same hydrocarbon partial pressure as a full-scale commercial unit. An example of the use of testing to understand the cracking tight oil derived feeds and the effects of operating variables in processing these feeds can be found in Reference 1.
Grace’s technical service and R&D teams help refiners assess potential challenges from feedstock shifts before they occur via feed characterization, feed component modeling, and pilot plant studies. Understanding feed impacts earlier provides an opportunity to optimize the operating parameters and catalyst management strategies, enabling a more stable and profitable operation.
References:
1.“Processing Tight Oils in FCC: Issues, Opportunities and Flexible Catalytic Solutions, AM-14-16,” 2014 AFPM Annual Meeting, Orlando, FL.
2.“Predicting FCC Unit Performance with Catalyst Testing,” PTQ Catalysis 2013.
Year
2014
Process