Question 59: What are refiners using to define the corrosivity of high acid crude oils and how is this data obtained?
Jim Johnson (Marathon Petroleum)
In line with industry rules of thumb, Marathon considers a crude to be high acid with a whole crude Total Acid Number (TAN) above 0.5% or a side stream above 1.5%. With low sulfur crude slates the maximum TAN may be reduced, as one of our refineries that runs a predominantly sweet slate experienced naphthenic acid corrosion resulting in the TAN limit being reduced to 0.3%. Crudes are blended to the refinery TAN limit with sulfur, metallurgy and specific stream temperatures taken into account.
We recognize that TAN by itself is not necessarily a good indicator of corrosion potential, however, is readily available for each crude. The naphthenic acid content and type is the true concern in determining the corrosion potential in the higher boiling range sections of the crude and vacuum tower. From a corrosion standpoint, the TAN of the liquid hydrocarbon stream being evaluated rather than the TAN of the whole crude is the more important parameter in determining susceptibility to naphthenic acid corrosion.
We do not determine the content and type in-house; rather utilize the expertise of a third party or our vendors with their proprietary techniques. For one of our crude units that is designed for high TAN crudes with extensive utilization of 317SS in the hot circuits we have utilized third party involvement to evaluate the analytical properties and associated corrosivity of the one distillate circuit where 317SS is not utilized.
Side streams that are considered the most vulnerable to corrosion based on the metallurgy, temperature, and flow characteristics are monitored for corrosion using standard techniques. We also rely on input from our chemical vendors to assess our corrosion potential. Marathon is also a sponsor in an industry JIP to better understand the corrosion potential of naphthenic acids. While more is being learned about the corrosivity of specific naphthenic acids, we depend on unit corrosion monitoring and detailed inspection to assure reliable operation.
Eric Thraen (Flint Hills Resources)
The TAN of whole crude and crude fractions is included in our crude assay test protocol. The TAN of the crude fractions is a far better indicator of crude corrosivity than is the TAN of the whole crude.
Sam Lordo (Nalco Company)
The only way to truly define the corrosivity of a stream due to particular high acid crudes are thru processing of the crude and monitoring for corrosion or by using laboratory testing on streams distilled from the crude oil. Nalco uses a spinning autoclave that can test several metal samples under high temperature and moderate shear conditions.
Question 60: Please discuss advanced methods you use to monitor corrosion in operating units. Are any of these used in conjunction with the DCS for continuous on-line monitoring?
Jim Johnson (Marathon Petroleum)
Marathon utilizes three methods of corrosion monitoring in the crude/vacuum units: multipoint resistance measurement (iicorr, FSM, GEBetz RCM) systems for naphthenic acid corrosion, ER probes, and corrosion coupons. While the use of coupons may not be considered an ‘advanced method’ for monitoring corrosion, we do continue to utilize them in our refining system.
Two of our refineries have installed multipoint resistance measurement technology in areas that previously experienced naphthenic acid corrosion. One refinery utilizes iicorr’s Field Signature Method (FSM) system, while the other location utilizes GEBetz’ Resistance Corrosion Monitoring (RCM) system. Neither of these systems is monitored continuously. Rather, spot readings are taken on a routine basis with the calculated corrosion rate reported to the refinery. A mix of ER probes and coupons are utilized in our refineries. Either is used depending on the corrosion history of the particular circuit and how frequent corrosion data is required. One of our refineries utilizes a data logger on the ER probe signal to capture data on a near continuous basis, whereas at all other locations the probes are typically monitored on a weekly basis. We have no examples where data is sent to the DCS. Corrosion coupons are still widely used, mainly for general corrosion monitoring. At one refinery that is designed for high TAN crudes, corrosion coupons of various less corrosion resistant metallurgies are placed in select circuits to provide data on the relative corrosivity of certain crudes and cuts. This data will be used in an effort to better optimize metallurgy requirements in the future and provide pertinent corrosion data if a common crude is processed at another location.
Doug Meyne (Champion)
Traditionally, standard corrosion coupons and ER probes are used to monitor corrosion in operating units. The main limitation of these types of corrosion monitoring devices is the limited amount of data that they generate, usually 1 to 2 corrosion rates a week if not less. Corrosion in operating units tends to be episodic in nature and can be attributed to many changes in operating conditions. Under normal conditions a system may see 1-5 mpy corrosion rates; however, the rates can spike up to hundreds of mpy during one of these corrosion episodes. It is critical to identify these corrosion spikes while they occur so that changes in operations or chemical additions can be made immediately to resolve the issue. By reducing the time duration of these spikes, the overall corrosion rate is minimized.
In order to “see” these corrosion spikes and overcome the limited data acquiring capabilities of traditional coupons and ER probes, Champion utilizes data loggers to obtain multiple corrosion rates per day. Standard ER probes are hooked up to the data loggers which have the ability to store several days of corrosion rates. Typically, the rates are uploaded to a handheld unit out in the field and then downloaded to a PC. The data loggers can also be tied directly into a DCS system via cables or wireless buses to yield true “real time” corrosion rates. These data loggers our part of our standard corrosion monitoring package and can be set to read corrosion rates on any given time interval.
Eberhard Lucke (Commonwealth E&C) I haven’t seen any operation yet that would show corrosion monitoring in the DCS. The most advanced I have seen (and I may be outdated on that) was installed corrosion probes with easy connections to a data logger (handheld, PDA like device). A dedicated maintenance person would walk the unit in certain intervals and collect all the data from the corrosion probes via data logger. The data would then be transferred electronically into spreadsheets and used in an offline unit monitoring system. I assume that with new wireless technologies and internet connections, automatic data transfer into databases and even the DCS should be no problem, if required.
Moderator: Don Ostman
Question 61: In your experience, what is the effect of crude oil compatibility on crude unit preheat exchanger fouling? Are there any correlations used to predict fouling?
Doug Meyne (Champion)
Since there are only isolated instances of fouling in the “cold train” exchangers prior to the desalter(s), we will assume this question is directed more towards the “hot train” exchangers.
First, it needs to be understood that inorganics can provide a “substrate” for organic material to bind to and accelerate agglomeration. At higher temperatures, inorganics can also add a mild catalytic effect to condensation, i.e., dehydrogenation. If deposits show >10% ash, it’s an indication that inorganics may be playing more than a simple passive role. Better removal of solids at the desalter can have a strong impact on preheat fouling, to the extent of virtually eliminating it all together. That being said, an otherwise compatible blend could still foul the preheat train if the desalter isn’t doing a good enough job removing solids.
For the most part, preheat fouling is caused by asphaltene precipitation. At lower temperatures the asphaltene isn’t prone to stick (adsorb) onto equipment surfaces as long as sufficient velocity (>~5 fps) is maintained. A significant amount of literature and research suggests that asphaltene precipitation increases with temperature up to a limit, and then the asphaltene precipitation decreases. Although this temperature varies from unit to unit and with different crude blends, it usually happens in the 400 Deg F range. As the oil heats up, asphaltenes that have fallen out of solution can be resolubilized, but the time it takes them to go back into solution is longer than the preheat time. When encountering hot tubes, the asphaltenes become tacky and will adsorb onto them.
Some crudes can be considered to be “self-incompatible” in a crude unit if they can precipitate asphaltenes by themselves. This situation is rare but can happen. One of the concerns coming out of Canada today is the lack of a good standard for the diluents used in a DilBit. Lighter aliphatic diluents (C7-) at % levels are known to precipitate asphaltenes, but as the weight of the aliphatic increases, so does solubility of the asphaltene. However, in the preheat train as the temperature rises and the density of the diluent decreases, there could be some non-linear effect that could aggravate precipitation. Under this circumstance, this would be a “self-incompatible” crude. Diluent variability can make this hard to diagnose.
The “Dead” oils used in refining, those that have had oilfield gases removed, aren’t as susceptible to pressure variation as “live oils” that will “flash” oilfield gases at a pressure drop. This reduction in pressure and increase in gas is known to cause asphaltene precipitation in production. With insufficient backpressure on a hot oil in a crude preheat, an otherwise stable oil could experience a similar effect in the hotter exchangers. This would then also be a considered a “self-incompatible” crude.
One indication of the precipitation potential of asphaltenes is to run standard SARA (Saturates, Aromatics, Resins, and Asphaltenes) testing on each crude slate. As a rule of thumb, higher aromatics and resins decrease asphaltene precipitation and higher saturates and asphaltenes increase asphaltene precipitation.
There is not agreement in the industry as to the effect of temperature on asphaltene solubility. Some data suggests the solubility is improved with higher temperature, whereas other data suggests higher temperature causes the stabilizing resins to be pulled away from the asphaltenes. Regardless, if an asphaltene precipitates at some lower temperature but doesn’t adsorb onto a tube surface, and if it could resolubilize into the oil, the time necessary to go back into solution is longer than the residence time available in a preheat. Inevitably the insoluble asphaltenes will adsorb (stick) onto hot tubes. Once that happens, at the higher temperatures, the asphaltenes and any still-associated resins will begin the process of dehydrogenating to coke, which cannot be resolubilized.
Different types of flocculation tests can be done, using varying ratios of heptane/toluene to provide a relative scale for the precipitation potential for any given sample of crude oil or crude oil blend. Similarly, the same tests can be used on blends of various crude oils. Since one crude oil may have a low asphaltene and resin content, and another may be rich in resins but with a different asphaltene structure, size and morphology, interpolating their values to determine the potential for fouling can’t be done linearly. However, Irwin Wiehe with Soluble Solutions out of Gladstone, NJ, has published, with some authority, a procedure for testing individual crudes and predicting the precipitation potential of their blends.
Jim Johnson (Marathon Petroleum)
One of our refineries has experienced serious problems with oil and solids undercarry while processing bitumen crudes along with some asphalt destabilization due to mixing lighter paraffinic crudes with very heavy crudes. Increased fouling was observed in the pre-heat circuit during these episodes, however due to the effect on the wastewater treatment plant we were not able to assess the contribution of crude compatibility to the observed fouling. Efforts were concentrated on attacking the effect on the desalter operation. Marathon is a member of the Canadian Crude Quality Technical Association and through that group we understand that there are no correlations currently available that reliably predict fouling. The CCQTA is currently embarking on a project to better assess crude compatibility and one of the deliverables is to develop a fouling correlation.
Question 62: What are the refiners experiences using static mixers in place of, or in conjunction with, traditional mixing valves at the desalter?
Doug Meyne (Champion)
Years ago, many refiners installed static mixers in desalters, as opposed to traditional mix valves, to improve contacting of water and oil at a lower pressure drop. In theory, this was a good idea, but in practice it has not worked well. If sized properly, the static mixer can provide uniform mixing. Unfortunately, refineries change crude slates, charge rates, and wash water rates to the point that the mixers are out of their optimal zone. A traditional mix valve allows for adjustment up and down depending on the types of crudes processed and the operational changes implemented. If a static mixer is being considered, we recommend a bypass be installed and the original adjustable mix valve be in place and available for service if needed.
Champion is not aware of any refineries in the United States that currently operate a static mixer only configuration in their desalters; however, it should be noted that the use of static mixers seems to be more accepted in Europe than in the United States. In most cases where a static mixer is in operation, it is being used in close conjunction with a traditional mix valve.
An alternate way to achieve the primary benefits associated with static mixers, better mixing and reduced pressure drop, is to relocate all or part of the desalter wash water to the suction of the crude charge pump. The success of this approach is very dependent on emulsion breaker selection. It is critical that a very robust emulsion breaker, specifically selected for the given crude slates, be utilized.
Eric Thraen (Flint Hills Resources)
We had a static mixer on one of our crude unit’s desalters, but this was removed a few years ago. The static mixers were installed in series with, downstream of the mix valves, with bypass capability around the static mixers. The style of static mixer specified was chosen to limit the plugging potential in that mixer. It is possible the design chosen had too much open area and too little structural strength. During a recent revamp the static mixer was eliminated due to the need to revise the piping layout. After the mixer was removed it was found that the mixing internal element was broken. The cause of the mixer internals failure cannot be determined but it is suspected that two-phase flow during decommissioning may have contributed.
Jim Johnson (Marathon Petroleum)
In theory, a static mixer would produce more uniform water droplets, however only at a fixed charge rate and dP. As our practice would be to install a mix valve to achieve performance over a wide range of charge rates, we do not use a static mixer to avoid installation of the additional piece of equipment.
Sam Lordo (Nalco Company)
Static mixers are a bad idea in my opinion, they limit the capability to modify the mixing energy imparted into the water/crude mixture. Different crudes will require different levels of mixing energy. When static mixers are used without bypasses then the potential of imparting too much energy and thereby create too tight of an emulsion to resolve in the desalter vessel. This can lead to a number of downstream processing issues, for example, high salts (corrosion and fouling) and
high water (increase in energy demand, reduction of throughput, etc). The same is true if not enough mixing energy is imparted, for example, during low charge rates.
Currently the desalter manufacturers are no longer recommending them in the newer desalter designs or revamps especially with crude unit processing heavy crudes.
Question 63: Certain crudes are treated with H2S scavenger to meet a 10 ppm or less specification in the vapor space. In your experience, what is the disposition of the reacted and unreacted scavenger additive through the crude unit? Will this product and/or associated byproducts create corrosion or product quality issues in the crude unit or downstream units?
Jim Johnson (Marathon Petroleum)
The majority of H2S scavengers used today are water-soluble, cyclic amines which can quickly react with H2S, forming a water-soluble reaction product. However, these amine-based scavengers are not without potential problems. As formulated, these scavengers often contain un-reacted amines. In addition, low molecular-weight amines (such as MEA) are generated as side-products via the scavenging reaction shown.
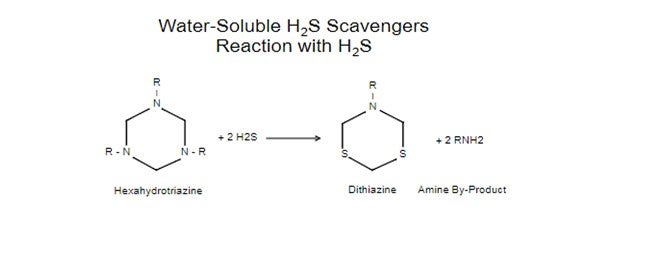
Under certain processing conditions, these amines can undergo a vapor phase reaction with hydrochloric acid (HCl) and produce salts. When deposited on equipment surfaces, these HCl salts can generate unacceptably high corrosion rates and associated fouling. Distillation towers and towers overhead condensing systems are particularly susceptible to this under-salt corrosion when amines are present in tower feeds.
MEA-HCl Salt Formation Field Example
• Exchanger tube failures in TPA circuit.
• Evidence of MEA-HCl in deposits.
• Periodically, crude blends contained MEA. -MEA present in desalter water and atm. OH water. -Suspect H2S scavenger treatment.
• Calculated MEA-HCl temp. range: 230-260 deg F -
Within range of tower operating temperatures.
We experienced a recent problem with amine-HCl salt formation in the Top Pump Around (TPA) exchangers of an Atmospheric Tower. Localized deposition occurred on the shell-side of the TPA exchangers which led to tube failures with MEA-HCl salts identified in the exchanger deposits. Analytical measurements indicated the intermittent presence of MEA in the process, presumably from upstream H2S scavenger treatment. For typical tower operating conditions, there was potential to form MEA-HCl salts in the tower and in the TPA circuit.
Mitigation Strategies:
• Blend crudes to reduce contaminant levels.
• Increase monitoring frequencies
• Improve Communication
• Between producers and refiners
• Between additive suppliers and refiners
• Treat with alternative scavengers
• Oil-soluble rather than water-soluble
• Modify desalter operation
• Reduce desalter wash water pH
• Increase wash water %
Troubleshooting efforts can be difficult since crude cargoes may only be treated intermittently. As such, the effects of these scavengers are often transient in nature. Frequent sampling is often required to identify the presence of these additives. Mitigation efforts can also be hampered because refiners rarely have knowledge that these additives are present in the crude.
Benefits can be realized through improved communication between producers, refiners and the chemical vendors who supply the additives. For example, chemical vendors offer alternate, oil-soluble H2S scavengers which form more thermally stable reaction products than those of amine-based scavengers. However, oil-soluble scavengers contain more expensive raw materials than water-soluble scavengers and higher application costs often preclude their use.
Organizations such as the Crud e Oil Quality Association (COQA) and the Canadian Crude Quality Technical Association (CCQTA) have been established to provide details on the quality of various crude types and to foster communication between producers and refiners.
Improved monitoring techniques at the refinery, such as more frequent analyses of raw crude blends and more frequent use of ER probes in overhead systems can provide an “early warning” of potential problems.
Modifications to desalter operation can help reduce the formation potential of amine-HCl salts in tower overheads. For example, reducing the pH of desalter wash water can minimize the amounts of amines which remain in the desalted crude.
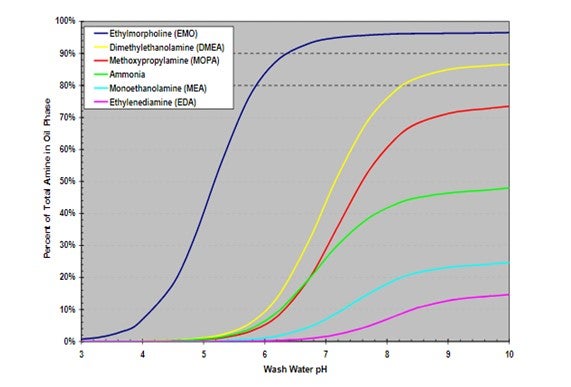
As shown in the graph, the partitioning behavior of amines is strongly a function of amine type and of desalter water pH. With a thorough knowledge of this amine behavior, a proper operating range for desalter water pH can be determined. In addition, an increase in the wash water rate can enhance the fraction of amines which partition to the desalter effluent water.
The consequences of amine contamination are most notable in the crude unit but may extend to other refinery processes as well. Light ends distillation systems can be affected when the naphtha feed to the system contains entrained water from the crude overhead drum. The entrained water can carry amine and HCl contamination to the light ends' unit.
Entrained water in the naphtha can also carry amine contamination into the naphtha hydrotreating units, contributing to ammonium chloride deposition in the reactor effluent section.
Heavier sidestream hydrotreaters may also see amine and HCl contamination. In these situations, amine salts formed in the crude atmospheric tower can be carried down the tower to these side draw trays. As in the naphtha hydrotreating unit, the amines can contribute to ammonium chloride deposition in the reactor effluent circuit, and subsequent increased potential for corrosion.
Doug Meyne (Champion)
A refiner is most likely to encounter high levels of H2S scavengers in seaborne crudes since vapor space concerns are highest during loading and unloading. Most H2S scavengers sold today react to form a non-reversible product; however, some (MEA, EDA) can form reversible reactions when exposed to heat. Most unreacted scavengers will partition to both the oil and water phase in the desalter. A significant portion (50+%) can leave with the water and cause significant issues at the wastewater treatment plant creating nitrification issues with the bugs. Unreacted scavengers leaving the desalter in the oil phase will ascend the tower and form chloride salts, usually above the dew point of water. These salts will foul trays, create corrosion issues in the tower, diesel, kerosene, and heavy naphtha run down lines, and create corrosion and fouling problems in hydrotreater filters and feed/effluent exchangers. Depending on the scavenger used and crude tower overhead temperatures, there have been reported cases of deposition and corrosion in the overhead condensing system.
Frank Tracy (ConocoPhillips)
We have experienced atmospheric crude tower overhead corrosion / fouling at two refineries that has been attributed to amine based H2S scavenger in the crude supply. We are not aware of any product quality issues.
Sam Lordo (Nalco Company)
There are a number of papers written on this subject, for example, “Chemistry And Impacts Of Commonly Used Amine-Based H2s Scavengers on Crude Unit Towers and Overheads”, JM Garcia and SA Lordo, NACE 2007 Paper No. 751, and “Crude Distillation Unit- Crude Distillation Tower Overhead System Corrosion”, NACE International Publication 34109 (2009 Edition).
General Session
Welcome and Introductory Remarks
Chet Thompson, AFPM President and CEO
2023 Petrochemical Heritage Award Presentation
Jim Fitterling, CEO, Dow Chemical Company
The Petrochemical Heritage Award recognizes those whose contributions to public understanding are noteworthy, who have displayed significant entrepreneurship in the petrochemical profession or industry, and who have been active in philanthropic and/or communal affairs. This year’s honoree is Jim Fitterling, CEO Dow
Morning Keynote: Economic Forecast: Impact of Seismic Surprises
Marci Rossell, Expert Economic Forecaster, Former Chief Economist for CNBC and Co-Host of Squawk Box
One of the most trusted names in financial reporting and economics, Dr. Rossell delivers a U.S. economic outlook for the next 18-24 months. Drawing on history, theory, and her ringside seat to Wall Street, she delivers an insider’s perspective on the most important economic events of our time and discusses the impact of key factors like inflation, supply chain disruptions, labor shortages and the possibility of a recession. Get an informed outlook n the coming year and understand new opportunities that are on the horizon. Dr. Rossell outlines the current state of the economy, explaining monetary policy, movements in the stock market, oil prices and the real estate market. She highlights that current conditions are symptomatic of a larger trend: businesses today face a variety of seismic surprises, including cyberterrorism, environmental disasters, swings in the regulatory regime, and, yes, pandemics as well.
Closing Session Remarks
Question 64: Please discuss the latest tray and packing technologies for improved fractionation efficiency in existing crude and vacuum units. In particular, what is the effectiveness in terms of fouling/plugging and resulting run length?
Eric Thraen (Flint Hills Resources)
Well designed and installed fractionator tray, packing and liquid/vapor distributor equipment are one important tool in ensuring the crude/vacuum unit is able to reach its targeted runlength. A good understanding of operating parameters along with measures and systems to ensure that operation stays within those parameters are the other tools necessary to meet that targeted runlength. The best equipment designs can be defeated if either steady state or transient operations result in salt deposition or coke formation that clogs and degrades the equipment performance.
In conjunction with programs for managing desalter performance, crude overhead neutralizer injection, and crude tower water dewpoint - fixed valve distillation trays are a valuable tool to sustain good fractionation in the upper section of crude towers. The crude tower top section is vulnerable to salt deposition and corrosion from salts and the presence of free water. The fixed valve design ensures that tray valves do not stick closed. The programs to control tower operating parameters limit the corrosion potential in the first place.
Well-defined targets, for wash section vapor velocity, wash bed packing minimum net wetting rate, and gas oil and slop wax quality are essential to the reliable operation of the vacuum tower wash bed section. Systems to routinely monitor, sample and provide feedback to Operations for staying within these parameters are also essential to staying within these targets. The vacuum tower wash bed is vulnerable to coking due to elevated temperatures along with the potential for wash bed dryout if wash liquid is not uniformly maintained above minimum wetting rates. Good vapor distribution below the wash bed works in conjunction with good wash liquid distribution and good packing design to ensure uniform packing wetting and prevent localized packing dryout. Recent developments in flash zone vapor distribution include the radial design inlet distributor. Good vapor distribution, along with the right combination of wash bed packings, including both grid and the correct style of structured packing, contribute to meeting the targeted runlength on the vacuum unit.
Flint Hills Resources has considerable operating experience with distillation equipment internals designed by Koch Engineering. The fixed valve tray design, radial inlet distributor, grid and structured packing designs mentioned above are shown in more detail in the PowerPoint presentation provided here.